首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
招聘
|
下载
|
论坛
|
智能制造
刀具
国际金属加工网
>
刀具
>
刀具应用案例
刀具应用案例
案例分析:雷尼绍机床测头令FMS的生产效率提升60%
Trevisan公司合作时间最长的客户之一,即一家为石油和天然气行业供应阀门的跨国公司,向Trevisan寻求一套柔性制造系统 (FMS),以提高阀门生产精度和效率,同时最大程度减少人工干预。Trevisan采用雷尼绍的一系列机床测量解决方案增强了该系统的制程控制能力。
雷尼绍
测头
机床
刀具
测量
阅读全文
医疗行业难加工材料案例——植入医疗器械的加工
植入医疗器械是治疗心脑血管疾病和骨科疾病的有效手段之一。然而目前国内植入医疗器械的整体技术水平较低,高端植入器械仍需要依靠国外进口。所以对于国内医疗植入器械的发展和推进刻不容缓,同时植入器械对机加工设备和刀具也提出了更高的要求。通常,植入医疗器械会借..
刀具
医疗
阅读全文
品牌故事,钻石闪耀——前波刃及RM系列铣刀典型案例解析
品牌故事,钻石闪耀——前波刃及RM系列铣刀典型案例解析
株洲钻石
铣刀
刀具
阅读全文
成功案例 | 自动化解决方案 4,000刀位的中央刀库和48工位的托盘系统
HYDAC INTERNATIONAL公司创建于1963年,员工数多达9,000名,在全球设有50家子公司,是流体工程、能源技术、机床制造和农业机械领域的专家级合作伙伴。HYDAC的部件和系统成功应用于工业和移动液压系统的各个领域。HYDAC为客户提供全面的流体工程产品和相关服务。2020年,..
DMG MORI
卧式加工中心
加工中心
刀具
阅读全文
澳克泰整硬刀具-汽车零部件加工案例
汽车零部件的加工往往需要刀具具有高效和稳定的寿命,同时对于加工部位的尺寸精度和表面质量也有非常高的要求,毛刺、振纹和表面划伤等问题都需要尽可能地避免。澳克泰针对汽车行业的特殊需求,在D106通用钻头的基础上,推出了便捷的非标定制服务,可以在标准硬质合金钻..
澳克泰工具
钻头
孔加工
刀具
汽车
阅读全文
OSG欧士机:复材加工案例?拿来吧你
复合材料解决方案
欧士机
复合材料
刀具
阅读全文
智能、柔性、复用,一套夹具覆盖超40种航空零件
航空制造业一直在面对产品质量、交货期、生产管理等严苛挑战,“十四五”发展规划中,航空工业还作出了打造“数智航空”新业态的战略部署。作为我国唯一集航空机载武器装备、飞行器操纵控制系统(装置)两大专业优势为一体的机载设备生产企业——航空工业庆安集团有限公..
雄克
刀具
航空
阅读全文
山特维克可乐满:丝锥
圆柄刀具明星产品:丝锥CoroTap™100 –KM
山特维克可乐满
螺纹加工
刀具
阅读全文
山特维克可乐满:整体硬质合金铣刀
圆柄刀具明星产品:整体硬质合金铣刀CoroMill Plura HFS
山特维克可乐满
铣刀
刀具
阅读全文
山特维克可乐满:整体硬质合金钻头
圆柄刀具明星产品:整体硬质合金钻头CoroDrill® 860 GM
山特维克可乐满
钻头
孔加工
刀具
阅读全文
如约而至,雷尼绍引领智能未来惊艳亮相CIMT2021
精密工程和制造技术领域的跨国公司雷尼绍隆重宣布,将携旗下一系列智慧工厂制程控制解决方案全程参与2021年4月12日至17日在北京举办的第十七届中国国际机床展览会 (CIMT2021)。雷尼绍作为英国展团的一员,展台位于北京中国国际展览中心(新馆)W1-A401。
雷尼绍
CIMT
光栅尺
测头
刀具
测量
阅读全文
智能切削刀具驱动生产效益技术专题
2020年,新冠疫情和中美贸易战给中国经济带来了深刻影响,中国整个机加行业都面临着巨大的挑战。但由于中国经济体量庞大,行业种类及产业链齐全,机加行业中也有诸如商用车、风电装备这样一枝独秀的特定领域。市场虽然低迷,但也带来了产业升级的机遇。智能制造、敏捷制..
车刀
铣刀
螺纹加工
孔加工
刀具
阅读全文
山特维克可乐满:适用于所有材质加工的钻头
韩国汽车制造商凭借CoroDrill® 860-GM钻头将刀具寿命延长了1,150%
山特维克可乐满
钻头
孔加工
刀具
阅读全文
瓦尔特应用案例:汽车行业典型零部件解决方案--发动机缸体
随着汽车发动机功率越来越高、排量越来越小和油耗越来越少的趋势,发动机缸体承受的机械负荷也越来越大。这就需要使用由灰口铸铁 (GG) 和蠕墨铸铁 (GGV) 构成的高品质材料。
钻头
铣刀
孔加工
刀具
汽车
阅读全文
株洲钻石:品牌故事,钻石闪耀----整体刀具新品行业应用及典型案例解析视频回放
视频回放---整体刀具新品行业应用及典型案例解析
株洲钻石
刀具
阅读全文
在线研讨会提醒 | 品牌故事,钻石闪耀----整体刀具新品行业应用及典型案例解析
品牌故事,钻石闪耀----整体刀具新品行业应用及典型案例解析,今晚八点,期待与您一同在线交流!
株洲钻石
刀具
阅读全文
株洲钻石:品牌故事,钻石闪耀----整体刀具新品行业应用及典型案例解析
2020年9月16日晚8点,诚邀您参加以“品牌故事,钻石闪耀”为主题的系列推广交流活动。会议由株洲钻石整体刀具产品线研发部部长曾滔博士为大家分享三款重磅整体硬质合金刀具新品。
株洲钻石
刀具
阅读全文
案例 | 可靠与精密,来自雄克工厂的PGN-plus-P应用实评
机械手PGN-plus-P客户案例系列的最后一站,我们来到了德国雄克的Lauffen工厂,这个工厂主要生产刀柄和卡爪产品。采访这天的早上,生产负责人Tamara Laslo在到达工厂时,她负责的加工中心已经持续工作了一个通宵,车床加工和钢坯铣削都在运行,刀柄的外形已基本成型。
雄克
刀柄
刀具
机器人
机械
阅读全文
高效切削实现绿色制造应用专题
高效切削实现绿色制造是现代制造的主流,是必然的发展趋势。现代制造业正在向“高速、精密、复合、智能和环保”的方向大步前进,而高速、高效加工在其中扮演着重要角色。在当今世界制造业面对的诸多矛盾中,效率是最主要的矛盾。实践证明,只有通过对效率的不断追求,才..
刀具
阅读全文
夹持技术产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_案例
夹持技术产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_案例
刀柄
刀具
阅读全文
世界名表背后的微型刀具夹持技术
在钟表、电子、微型模具和医疗器械等精密加工中,不少元器件的尺寸越来越小,微型刀具应用场景随之增加。而为了使工件表面呈现良好的光洁度,必须确保刀具回转精度,补偿振动等诸多要素。
刀具
阅读全文
一招制胜|WorkNC快速获得3D沿面精加工圆弧刀路
今天分享一个特别好用、操作却超级简单的3D沿面精加工快速修圆的小技巧,助你一招获得完美圆弧刀路。
WorkNC
刀具
阅读全文
株洲钻石:发动机缸体解决方案
典型应用——缸体顶面、底面、前、后端面的粗加工及半精加工;粗加工、半精加工首选---FMD02
株洲钻石
刀具
阅读全文
欧士机:【硬质合金钻头】谁是C位?!
之前为大家介绍了OSG销量最好的几款高速钢钻头,今天我将为大家介绍OSG硬质合金钻头。硬质合金具有很高的硬度、强度、耐磨性和耐腐蚀性,被誉为“工业牙齿”,用于制造切削工具、刀具、钴具和耐磨零部件,广泛应用于军工、航天航空、机械加工、冶金、石油钻井、矿山工具..
欧士机
钻头
孔加工
刀柄
刀具
阅读全文
DMG MORI:成功案例:GKN AEROSPACE ENGINE SYSTEMS 轻松操作重量达30kg的刀具
GKN Aerospace的涡轮、结构件和其它产品用在每天飞行100,000次的飞机上。GKN Aerospace创建于18世纪,他们的解决方案深受全部主流发动机制造商的信任。该公司在全球的17,000名员工中的2,300名员工工作在瑞典特罗海尔坦的GKN Aerospace Engine Systems工厂,开发和生产涡..
DMG MORI
加工中心
车床
车刀
铣刀
机床
刀具
阅读全文
株洲钻石:实用干货—钛合金航空结构件的高效数控加工
钛合金以其强度高、机械性能好和耐腐蚀性能强等特点在航空制造业中的应用越来越广泛, 随着钛合金在飞机上所占比重的不断增加,钛合金航空结构件的数控加工效率对航空制造企业的影响也越来越大。钛合金属于难加工材料,其相对切削性为0.15~0.25,加工效率仅为铝合金的1..
株洲钻石
玉米铣刀
立铣刀
铣刀
刀具
航空
阅读全文
刀具质量检测显微镜的应用分析
显微镜是一种可将微小物体显微放大到人眼可见的高科技仪器,它应用极其广泛,医院、学校、科研单位、工厂等都可应用到。而随着市场经济的高速发展及需要,广大消费者对产品本身质量的要求也越来越高,正因为如此,现在很多工厂都大量配备高科技质检设备,如显微镜则是其..
显微镜
刀具
测量
阅读全文
新型材料加工刀具提升工艺制造水平应用专题
新型材料加工刀具具备良好耐磨性、耐热性强韧性,可实现高效加工并显著降低生产成本。随着机床高速化、高精度加工技术进步难加工材料切削增多,刀具材料(陶瓷、硬质合金、TiC/TiN基金属陶瓷、涂层硬质合金等进展也十分显著。适合各种加工用途新型刀具正不断开发出来,本..
复合材料
刀具
阅读全文
KORLOY DINE:车削钢加工怎么选择材质?全新NC3215/NC3225给你答案(附案例分析)
旧涂层全新升级,全新NC3215/NC3225涂层更具有优势,优秀的断屑控制,在不同种类加工中可以提高切屑控制以及提高生产率,在多种加工切削条件下保证刀片具有良好的刀具寿命和切屑排出,适用于各种汽车零部件加工,材质稳定确保更广泛的加工应用。
高耐大因
车床
车刀
刀具
阅读全文
株洲钻石:行业应用案例——燕尾槽零件加工
随着我国制造业的飞速发展,燕尾槽零件在工程零件中的应用日益广泛。燕尾槽是一种嵌套零件,本文介绍的燕尾槽零件材料为模具钢NAK80。该零件由两个燕尾槽部件组成,相互之间可做相对运动,运动精度要求高且平滑稳定,其形状如图所示。
株洲钻石
刀具
模具
阅读全文
山高刀具:用厉害的刀具攻克高温合金
镍基高温合金在航空航天应用极为广泛,飞机发动机中超过50%的重量是镍基合金制造的。由于高温合金材料具有高强度、加工硬化和粘附硬化特性,导致在最大切削深度处产生沟槽磨损,并使切削刃处于极为恶劣的磨蚀性环境中,因此对刀具及加工策略具有较为严苛的要求。
山高刀具
铣床
铣刀
刀柄
刀具
机械
阅读全文
山高刀具:无干扰式车削加工,让断屑更简单
使用山高无干扰式 JETI 内部高压冷却技术优化切槽和切断,同时控制切屑。
山高刀具
车床
车刀
刀柄
刀具
阅读全文
DMG MORI成功案例–TOYOTA MOTORSPORT GMBH赛道夺魁
丰田公司参与赛车运动已有1 0年的历史,2015年继续以TOYOTA GAZOO Racing之名续写成功。辉煌业绩:去年勒芒24小时耐力赛双料冠军、2014世界耐力锦标赛(WEC)总冠军以及世界拉力锦标赛(WRC)总冠军。位于科隆的Toyota Motorsport公司是丰田汽车集团内的重量级公司,300..
DMG MORI
机床
刀具
汽车
阅读全文
山高刀具助力航发南方公司减速器生产工艺优化
“做世界一流的中小航空发动机供应商”——自1951年建厂成立近70年来,怀抱着这个梦想与目标,中国航发南方工业有限公司(以下简称南方公司)始终坚持创新,不断提升发展核心技术能力,现已形成航空发动机研制、生产、修理、服务保障于一体的强大优势体系。南方公司作为..
山高刀具
玉米铣刀
铣床
钻床
铣刀
孔加工
刀具
航空
阅读全文
雄克磁力夹持方案,让加工更为高效便捷
在金属切削加工、模具制造等行业,在表面不规则、易变形的工件装夹时,使用电永磁夹持是一种公认的高效解决方案。尤其在加工大型工件时,能够在数秒内可靠夹紧,并实现五面加工。
雄克
刀具
阅读全文
DMG MORI成功案例 – 日本精度的5轴加工
Toyoda Gosei公司由丰田汽车公司于1949年创建,主要生产橡胶部件。该公司生产许多汽车零配件,如雨刷条、功能部件,内饰件和外饰件。在众多工厂中Nishimizoguchi 工厂负责设计和制造模具以及生产橡胶和树脂产品的设备。
DMG MORI
五轴加工中心
龙门加工中心
加工中心
机床
刀具
汽车
模具
阅读全文
山特维克可乐满 :M5F90 粗加工和精加工组合铣削刀具
一次走刀完成粗加工和精加工,M5F90在加工零件时无毛刺、划痕或崩刃,是一种能通过一次走刀即完成粗加工和精加工的概念型面铣刀,从而可节省时间。
山特维克可乐满
面铣刀
铣床
铣刀
刀具
阅读全文
智能路上切削刀具实现降本增效应用专题
在激烈的市场竞争中,如何减少成本,提升效率,对加工领域来说,从工艺上着手已成为最直接的入口。先进的工艺理念,就是不断地创新,采用新材料、新工艺、并不断地改造或否定原有的陈旧落后的生产线。随着制造领域对加工要求的不断提高,各大刀具制造企业开始从单纯的刀..
钻头
车刀
铣刀
孔加工
刀具
阅读全文
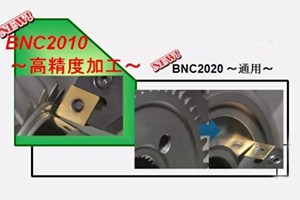
住友难切削材利器BNC2020-BNC2010
住友电工是全系列硬质合金刀具及CBN、金刚石材料的世界顶级制作商,已持续开发各类硬质合金材料70多年了,其过硬的技术及先进的产品给我们及客户都带来了很大的惊喜。而我们彼此的服务宗旨是把最好最新的产品推荐给客户,解决客户加工难题;提升加工效率,提升加工寿命..
刀具
阅读全文
SCHUNK雄克 :案例 | 5分钟更换机床中心架
由于零部件自身的结构特点,铣加工工序占据重要部分,按订单生产的零部件制造商必须尽可能地缩短机床装夹时间,才能更好地向市场提供多元化服务。
雄克
机床
刀具
阅读全文
1
2
3
4
5
6
下页
未页
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
高耐大因 官方网站
高耐大因 产品一览
勇克二手机床业务:质量可靠,价格美丽
以旧焕新而非以旧换新,勇克升级改造服务让老机床重现活力
勇克全新 6 平台系列性能卓越、精度一流、面向未来
勇克集团:技术和研发实力
一文看懂勇克磨床种类
2021年我国造船三大指标全面增长 国际市场份额提升保持全球领先
云签约:力劲科技集团&精工压铸携手助力汽车产业新发展
通快VCSEL加热系统 | 软化高强度钢部件
通快激光焊接金牌助力活动 | 工艺升级之钣金设计在激光焊接箱体结构中的作用
通快大咖讲座丨激光在动力电池加工上的应用总概述
通快钣金工厂激光焊接大揭秘 | 对话丹阳万盛
培训 | 2022年2月PolyWorks软件教室型培训
灵活应用数字化技术的马扎克新一代INTEGREX系列
机械设备润滑管理4大要素
财经媒体对话向伟明| GE拆分,对在华航空业务影响几何?
视频 | 机器人实现每年组装500万个电动汽车高压连接器
绿色联盟秀场 | 翰默:最好的能源方案是无需消耗能源
DMG MORI卓越医疗解决方案 | 如何加工<1mm的高精度微型医疗器械?
Ansys助力EasyMile提高电动自动驾驶汽车安全性
喜报 | 先临三维荣获2021年度浙江省“专精特新”中小企业称号
先临三维方案:让艺术更有温度,3D数字化技术让盲人也能欣赏艺术之美
先临三维入驻长三角(杭州)制造业数字化能力中心!
萨瓦尼尼年度大盘点
抓住机遇,勇于探索——看上海模具行业发展现状!
DMC2022三展联动共享强大上下游产业链资源
DMC展商动态——厦门唯科模塑科技股份有限公司1月11日成功上市
2021年全球海上风电 中国独领风骚!
国家发改委:2022年要加快完善碳达峰碳中和“1+N”政策体系
中国风力发电行业竞争格局及市场份额分析 行业呈现高度集中化、寡头垄断化发展
全国及各省市新能源行业政策汇总、解读及发展目标
Copyright © 1997-2022
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 DMG MORI
DMG MORI
 加工中心
车床
车刀
铣刀
机床
刀具
加工中心
车床
车刀
铣刀
机床
刀具