首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
招聘
|
下载
|
论坛
|
智能制造
刀具
国际金属加工网
>
刀具
>
刀具技术资料
刀具技术资料
新品尝鲜 | 瓦尔特新型CBN车削材质WBH20C:工艺可靠、从容应对困难条件的解决方案
利用新型 CBN 材质 WBH20C 可转位刀片,瓦尔特再次推出新型 CBN 刀片材质。相应刀具配备瓦尔特“全向”车刀,搭配圆头刀片片和 V 型刀片,带“Walter Lock”精密定位,标准的 ISO 刀片还可以搭配 Wiper 修光刃槽型。
车床
车刀
刀具
阅读全文
丝锥制造量身定制的磨削解决方案——ANCA TapX
丝锥制造量身定制的磨削解决方案——ANCA TapX
磨床
螺纹加工
机床
刀具
阅读全文
ANCA TapX:为丝锥制造量身定制的磨削解决方案
ANCA与丝锥制造商有着多年的合作经验,我们有足够的能力提供专业的磨削解决方案。
磨床
螺纹加工
机床
阅读全文
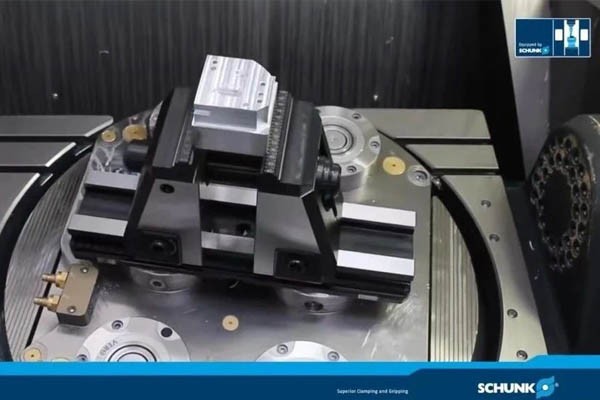
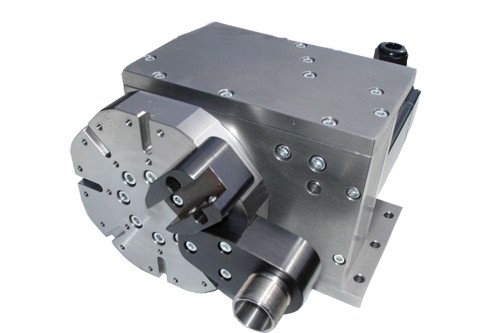
SCHUNK雄克应用视频 | 用于 6 面加工的 5 轴虎钳
KONTEC KSX-C2 具有适合 5 轴加工的多种优势,带快换爪系统,夹持中心可调。具有标准集成下拉功能,可对第六面进行完整精加工。
雄克
刀具
阅读全文
欧士机方案:告诉老默,汽车零部件小径加工得用这把钻头
近期,泰国的一家精密零件制造公司在生产高压泵零件和汽车零件时,采用了OSG先进的钻孔创新技术,解决了刀具折损问题,实现了稳定加工。
欧士机
钻头
孔加工
刀柄
刀具
汽车
阅读全文
山特维克可乐满解决方案 | 航空航天钛合金发动机挂架的高经济性和高质量加工解决方案
发动机挂架上最难以加工的部分是处于中心位置的深槽。根据具体工况,可采用不同的加工方法。
山特维克可乐满
钻头
铣刀
孔加工
刀具
航空
阅读全文
好优利BSF刀具应用案例-汽车行业缸盖
BSF刀具应用案例-汽车行业缸盖
好优利精密刀具
刀具
汽车
阅读全文
玛帕刀具:以用户需求为中心 深耕非标刀具解决方案
2023年,MAPAL(玛帕)推出了一套专门用于钛合金加工的配套产品组合。该套产品除了刀柄、铣刀和钻头,还包括专门为要求苛刻的高强度材料而设计的铰孔和精镗孔刀具。
刀具
汽车
能源
阅读全文
好优利 DL2刀具应用案例-钟表行业行星支架
DL2刀具应用案例-钟表行业行星支架
好优利精密刀具
刀具
阅读全文
好优利 COFA X刀具应用案例-汽车行业悬挂部件
行业:汽车;工件:悬挂部件;材料:C45;工艺:ɸ15.0 背面去毛刺,主孔直径为ɸ15.0;机床:MAZAK加工中心
好优利精密刀具
刀具
汽车
阅读全文
ANCA方案|精诚所至共携手 凝心聚力促发展
“在新冠疫情、 高温限电、芯片封锁等多重因素影响下,2022 年厦门金鹭的业绩稳中有升,部分产品出口量甚至 高于国内。这与行业的发展迅速、公司的精益化生产以及与像 ANCA 这样长期合作的优质供应商同心同行,同路 共赢是分不开的。 ”
金鹭
磨床
机床
刀具
阅读全文
山高刀具义齿加工解决方案:希望大家都有一口原生好牙!
山高刀具义齿加工解决方案
山高刀具
车床
车刀
刀具
医疗
阅读全文
好优利—来自瑞士莱茵河畔的刀具专家,为更多行业提供刀具解决方案
好优利—来自瑞士莱茵河畔的刀具专家,为更多行业提供刀具解决方案
好优利精密刀具
孔加工
刀具
阅读全文
鑫金泉超精密模具(镜面)加工解决方案介绍
作为模具钢材质的合金材料具有高硬度、高强度、耐磨损、不易变形的机械特性,加工难度大、成本高。以模具成型工艺及电火花加工为代表的传统制造方法,无法保证模具产品精度和质量。
铣刀
刀具
模具
阅读全文
电动汽车 | 雄克方案“面面俱到”,快速转型助您一臂之力
凭借全面的标准组件和特殊组合,雄克提供了一系列适用于电动汽车三电系统(电机、电池、电控)制造和装配的解决方案,旨在助力电动汽车领域客户安全、快速地实现转型。
雄克
铣刀
刀具
机器人
汽车
机械
阅读全文
好优利BSF刀具应用案例-高压输电行业高压电线接头
好优利BSF刀具应用案例-高压输电行业高压电线接头
好优利精密刀具
刀具
能源
阅读全文
模块化挤压丝锥,刀具寿命最大化解决方案
模块化挤压丝锥,刀具寿命最大化解决方案
螺纹加工
刀具
阅读全文
应用于螺纹加工的新型挤压丝锥
在汽车零部件加工中,需要找到一款能够实现以往加工时很困难的使用非氯性水溶性切削油的钢件加工的挤压丝锥。
螺纹加工
汽车
阅读全文
汽车动力总成高效铝材加工
与许多行业一样,汽车制造商及其合作伙伴 (一级、二级) 正面临着转型:气候变化以及越来越多具有环保意识的消费者期望,正迫使制造商生产新的低排放和零排放车辆。
山特维克可乐满
铣刀
螺纹加工
刀具
汽车
阅读全文
案例分析:Dormer Pramet鲨鱼丝锥在美国机械厂的应用
多马普拉米特(Dormer Pramet)生产的各类工具已广泛用于世界各地,本文我们筛选了几家美国机械厂,向大家重点介绍鲨鱼丝锥的应用情况。
螺纹加工
机械
阅读全文
品牌故事,钻石闪耀——超硬刀具解决方案直播预告
本期直播我们将针对超硬刀具方面的难题,由株洲钻石超硬刀具技术专家雷春先生为您分享株洲钻石2022年超硬刀具的解决方案,2022年12月15日晚上8点,我们期待与您一起共同在线分享。
株洲钻石
刀具
阅读全文
好优利 SNAP刀具应用案例-汽车行业齿轮轴
SNAP刀具应用案例-汽车行业齿轮轴
好优利精密刀具
刀具
汽车
阅读全文
玛帕航空航天 | 轻量化材料解决方案
航空航天业是玛帕集团的优势领域之一。在欧洲,玛帕德国总部,玛帕法国和玛帕英国都致力于服务此行业客户。
铣刀
刀具
航空
阅读全文
丝锥产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_案例
丝锥是一种加工内螺纹的工具,按照形状可以分为螺旋槽丝锥、刃倾角丝锥、直槽丝锥和管用螺纹丝锥等,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥等。丝锥是制造业操作者在攻丝时采用的最主流的加工工具。
螺纹加工
阅读全文
肯纳FIX8™ ——一般加工和粗加工应用的解决方案
Fix8 在不锈钢和铸铁材料的加工中表现出色,可以满足从平滑切削到严重断续切削的所有应用需求。
肯纳金属
车床
车刀
刀具
阅读全文
MAPAL 钛合金加工 | 将源自于汽车工业的技术用于飞机行业
钛合金是一种即可在航空和汽车工业,也可在医疗技术领域的关键部位担当重任的材料。
镗刀
孔加工
刀具
汽车
航空
阅读全文
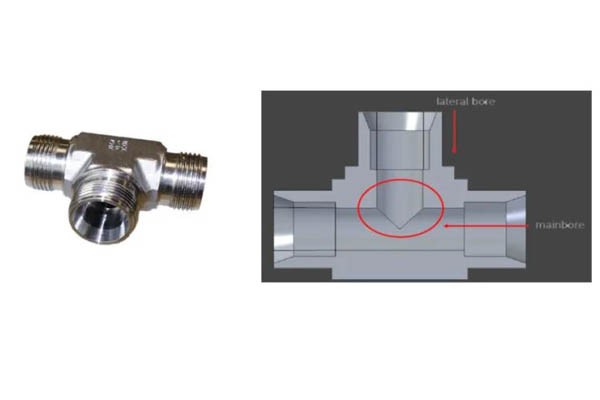
COFA X刀具应用案例-液压行业球阀
COFA X刀具应用案例-液压行业球阀
好优利精密刀具
刀具
阅读全文
肯纳携创新解决方案亮相JIMTOF 2022
肯纳携创新解决方案亮相JIMTOF 2022
肯纳金属
立铣刀
铣刀
刀具
阅读全文
COFA刀具应用案例-汽车差速器壳体
COFA刀具应用案例-汽车差速器壳体
好优利精密刀具
刀具
汽车
阅读全文
COFA刀具应用案例-汽车阀体
COFA刀具应用案例-汽车阀体
好优利精密刀具
刀具
汽车
阅读全文
使用山高X-Head刀头快换头系统获得多种功能并降低成本
-为了向制造商提供多种功能,带来高回报,山高推出了全新X-head刀头可更换式快换铣削头系统。借助该系统,用户可以快速轻松地在各种整体硬质合金铣削槽型和类型之间切换,在优化铣削加工的同时,降低制造成本和刀具库存。
山高刀具
刀具
阅读全文
质量管理 |海克斯康 Q-DAS IMC智能刀补的机床控制方案
运用Q-DAS IMC 在BOOSTER精密元件在压缩机叶轮的制造中实现最高的质量要求。
海克斯康
工业软件
机床
刀具
软件
阅读全文
好优利新生能源行业方案-高压电线接头
好优利新生能源行业方案-高压电线接头
好优利精密刀具
刀具
能源
阅读全文
好优利精密刀具方案-卡车轮毂
客户队医加工质量及加工节拍都很满意。他们所盼望的刀具的标准化也实现了。
好优利精密刀具
刀具
轨道
阅读全文
加工行业-驱动套
客户一直在寻找在车床上使用为主孔倒角的刀具方案。
好优利精密刀具
车床
刀具
阅读全文
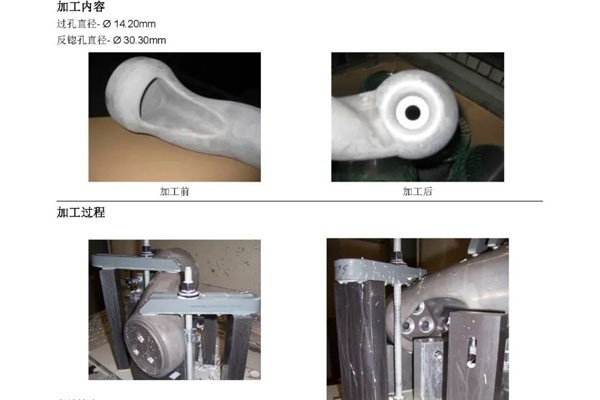
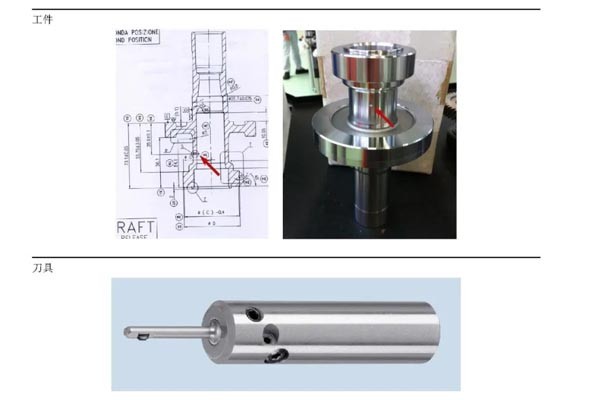
机器制造行业-主轴箱
客户一直在寻找反锪螺栓定位面的刀具的解决方案。问题是从正面反锪孔非常困难。
好优利精密刀具
刀具
阅读全文
航空工业-好优利精密刀具解决方案
客户正在寻找一种解决方案,用于去除Ariane 5火箭燃油泵组件的3个带4个孔边的通孔的毛刺。
好优利精密刀具
刀具
航空
阅读全文
油轨
日益增加的需求及成本优化的代工产业面临着几乎每天新的挑战。孔反面的去毛刺是一个瓶颈:其要求没有毛刺,没有划痕,倒角均匀等。孔反面去毛刺效果需进行100%质量检查。
好优利精密刀具
刀具
汽车
阅读全文
好优利反锪刀具-能有效减少加工时间提高效率
客户非常满意加工结果,我们的刀具为客户节约了加工时间。由于是断续切削,我们适当降低了切削速度。
好优利精密刀具
刀具
汽车
阅读全文
好优利模块式刀具-用于大直径孔的去毛刺
30年来好优利刀具致力于提高汽车行业零件的加工效率,并取得了巨大的成功。
好优利精密刀具
刀具
汽车
阅读全文
1
2
3
4
5
6
下页
未页
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
高耐大因 官方网站
高耐大因 产品一览
2023年度预测:铁路行业前10大创新和趋势分析,列车自动驾驶居首
马扎克直播预告 | QTE-300MY L机床简介及加工演示特点介绍
新品尝鲜 | 瓦尔特新型CBN车削材质WBH20C:工艺可靠、从容应对困难条件的解决方案
机遇之年!ABB预测2023年机器人主流发展三大趋势
成功案例 | 利用视觉检测系统提升长安汽车生产质量
春风十里,我在北京等你|API中国亮相北京CIMT机床展!
汽车生产设备维护保养的特种润滑油脂
航空发动机 | 首台新一代窄体机航空发动机LEAP-1A首次在中国组装
萨瓦尼尼的多边折弯中心到底怎么样?我们为什么不问问神奇的CHATGPT呢~
2022年3D打印机行业竞争分析:3D打印机产销量逐年上涨
2023年数控冲床行业前景:数控冲床产业提高整机可靠性
合康新能携新一代户储一体机HiEnergy系列、分体机WISDOM系列亮相波兰能源展
丝锥制造量身定制的磨削解决方案——ANCA TapX
CIMT2023展商风采 | 孚尔默集团
斩获近80%订单!韩国船企2月接单反超中国位居第一
马扎克中国 | 2023无锡机床展
BIG新品︱粗镗双面六角刀片
流动智课第5期 | 车间异味弥漫?嘉实多从源头帮你找解决方案
构建产业融合发展生态|力劲集团宁波力劲塑机、全国模塑生态联盟达成战略合作
埃克森美孚亮相2023福布斯中国可持续发展峰会
走进雷尼绍技术交流会|探索“精密运动控制与定位-雷尼绍最新科技发展与应用”
展品抢鲜看丨好优利精密刀具即将亮相上海去毛刺&表面精加工技术展!
CREAFORM 形创展讯 | 3.16-3.19,西部制博会我们来啦!
欢迎光临机器人市场igus RBTX2.0!
2023中国(济南)国际机床暨智能制造装备展览会邀请函
ANCA TapX:为丝锥制造量身定制的磨削解决方案
『海克斯康方案』智慧质量这样做!某柴油机厂质保测量设备智能化改造
【海克斯康方案】人人都夸的网红吸尘器,在生产设计时下了哪些功夫
常见模具问题及解决方法
马扎克中国 | 2023温州机床展
Copyright © 1997-2023
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 好优利精密刀具
好优利精密刀具
 刀具
汽车
刀具
汽车