首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
招聘
|
下载
|
论坛
|
智能制造
刀具
国际金属加工网
>
刀具
>
刀具应用案例
刀具应用案例 第12页
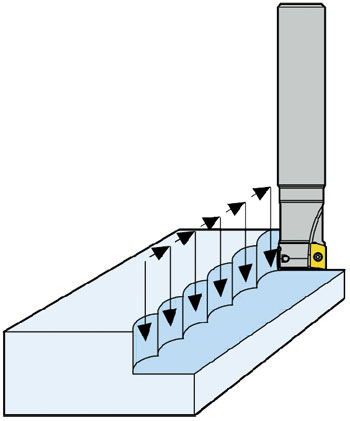
新型铣削方法有助提高模具加工效率
作为现代产品生产的关键工装——模具的设计与生产周期、产品精度和使用寿命,也日益成为企业的新产品开发周期是否具有优势的决定因素。所以中国的模具制造业迎来的是良好的发展机遇,同时也面临着巨大的挑战。 现代模具制造水平的高低、周期的长短取决于多方面技术的支..
高进给铣刀
夹头
铣床
铣刀
刀具
模具
阅读全文
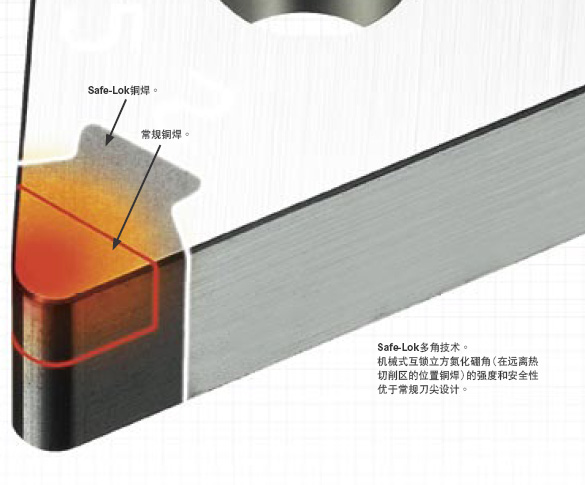
专为高速切削而优化的高精度Plura高进给立铣刀
山特维克可乐满的CoroMill Plura是整体硬质合金铣刀解决方案和先进应用技术的完美结合,无论是模具制造、航空航天零件铣削还是普通铣削,都可获得最佳的经济性。Plura系列可提供专为高速切削而进行了优化的高精度刀具。 当今模具加工的发展趋势是直接粗加工淬硬材料,以..
山特维克可乐满
高进给铣刀
立铣刀
铣床
铣刀
刀具
航空
模具
阅读全文
加工水轮机叶片高效刀具的研究及应用
1 .引言 大型水轮机转轮叶片采用不锈钢材料,形状为复杂三维曲面,材料难加工且其制造精度要求高。水轮机叶片制造长期采用砂型铸造,经手工铲磨成型的工艺方法;近年来发展了叶片模压成型后铲磨;模压成型后加工和铸造成型后数控加工的技术。数控加工叶片对机组的..
立铣刀
面铣刀
铣床
铣刀
刀具
阅读全文
德国雄克SINO-R应用案例
随着铣削加工的数控化,特别是高速铣削技术的广泛应用,现代机床的发展不仅对刀具提出了更高要求,对于其夹持工具—刀柄,也提出了高刚性、高精度的要求。
雄克
夹头
铣床
刀柄
机床
刀具
阅读全文
山特维克可乐满:聚焦您的成功
2008 年 5 月 12 日 ~16 日,第十二届中国国际模具技术和设备展览会( DIE & MOULD CHINA 2008 )在上海新国际展览中心拉开帷幕。山特维克可乐满以全新的品牌标识——“聚焦您的成功( Your success in focus )”为主题,向与会观众集中展示了冲压模和塑料模加工样品和..
山特维克可乐满
大隈机床
刀具
汽车
模具
阅读全文
应用案例--如何选择刀具品牌及刀具供应商
//www.mmsonline.com.cn/brand/mmsonline/vip/portal.jsp?id=9da79f56230615a76e5d1178d2fd4e69
刀具
阅读全文
难加工航天材料高效切削案例
难加工材料的加工一直是制约机械加工生产效率的瓶颈,而要提高加工效率需要首先了解什么是难加工材料,以及难加工材料的一些特点。 在铌合金的加工中,我们主要使用焊接 刀具 , 刀具 的牌号一般选用的是YD系列和YW系列的硬质合金 车刀 。铌合金材料均具有热传导率较低..
车刀
刀具
航空
阅读全文
内部刀具平衡 实现快速回报
刀柄、动平衡机,热缩机及附件的制造商HAIMER GMBH 公司,在自己的生产现场进行了一项关于采用刀柄动平衡机好处的内部案例研究。该公司发现,根据加工中心不同翻班.每台加工中心每年能节约成本2万至4万美元。通过平衡插入的刀具与刀柄,主轴使用寿命可以延长一倍,切削量增..
夹头
刀具
阅读全文
研发工作 —— 与客户需求同步
先进的研发工作是山特维克集团所有部门取得发展和利润的核心。因此山特维克可乐满的目标是不断开发专业技术和产品,并改进各种内部工艺和方法。 主管研发的副总裁 MagnusEkbäck 表示,“客户的刀具需求总在不断改变,我们致力于开发出能够配合其新需要的产品和专业技术..
刀具
阅读全文
个案研究
可以得益于减振刀具的一个领域是对航空零件的铣削加工。 例如,用固体钢坯加工飞机零件 S144 (马氏体不锈钢)的支撑托架时,五轴立式机床上采用常规的不减振刀具会碰到许多问题。在该机床上铣削时,刀具寿命很短,一般最多只有 15 分钟。是振动造成了刀片损坏。此外,..
刀具
阅读全文
硬骨头不再难啃
作为一项工艺,硬零件车削已经向前发展,如今已能应对常规以及新出现的需求。 挑战: 如何重新优化硬零件车削? 解决方案: 根据已有操作数据,正确应用最新刀片牌号和槽型。 自 20 世纪 80 年代中期得到广泛推广以来,硬零件车削( HPT )作为一项加工工艺已经取得了长..
刀具
阅读全文
桑塔纳的成功故事
大众汽车成功征服中国,得益于其作为最早的外资汽车制造企业之一进入该国市场,并与本地合作伙伴建立了长期的合作关系。公司最初推出的车型是桑塔纳( Santana ),它在中国开发并只在中国市场销售。桑塔纳也是中国第一款大规模生产的车型,其 90% 的零件在中国生产,这..
刀具
阅读全文
上海大众汽车—— 令人瞩目的楷模
上海大众发动机工厂的刀片新解决方案提升了生产效率并节约成本 安亭是上海西北部 蓬勃发展的汽车重镇,有“中国的底特律”之称。汽车生产商、供货商和下游供货商纷纷进驻安亭及周边地区。各种研发中心、展览中心和贸易区也相继建立,而中国首个一级方程式赛车场也建于此..
刀具
汽车
阅读全文
历史悠久的一流企业致力创造成功
科尔多瓦大众汽车中心工业公司坐落在阿根廷第二大城市科尔多瓦的郊区,位于布宜诺斯艾利斯西北 700 公里 处。公司的历史可以追溯到上世纪 60 年代初,当时美国汽车制造商凯瑟( Kaiser )在阿根廷建立了一家生产厂。凯瑟阿根廷公司于 1963 年建立了这家零件工厂。后来福..
刀具
阅读全文
山特维克可乐满Capto案例研究
在分包加工领域,必须能在各项工作之间快速转换,以确保生产时间最大化。例如一家合同加工厂需要承接大量形形色色的零件生产,其数量从小量到中等数量不等,于是特别为其计算机数控车床选购了山特维克可乐满 Capto 快换系统。 该公司业务的灵活性意味 읦 有必要尽量缩短..
山特维克可乐满
刀具
阅读全文
转向臂的面铣
在本铣削工序中,通过增加刀片数量而使生产效率提高了 30% 。并且,使用新牌号 GC4230 所生产的零件数量也相应增加了 50% 。 在相同的切削参数下,用新一代刀片牌号 GC4220 进行同样的测试,最终取得了令人难以置信的结果。 零件: 卡车转向臂 材料: 低合金锻钢, CMC ..
刀具
阅读全文
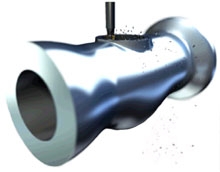
30分钟铣削完成孔加工
客户过去使用钻削方法进行孔加工,这需要大约 95 分钟的加工时间。通过改进加工方法,采用 CoroMill 390 铣刀配以 CT530 陶瓷刀片进行螺旋插补铣削,有效地将加工时间缩短为 30 分钟。该组合的切削速度最高可达到 650 米 /分钟。 碳钢阀体 山特维克刀具应用案例
铣床
孔加工
刀具
阅读全文
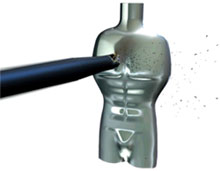
精密刀具改善复杂模具加工
CoroMill 300 以及 Plura (金刚铣)立铣刀,配合 CoroGrip 夹持系统一起使用能获得最佳的效果,使生产率进一步提升。传统的方法因为采用的是热装刀柄,悬伸较长所以性能欠佳。采用新型等高线轮廓顺铣能使表面精度显著提高。 材质为45HRC淬硬钢的香水瓶模具加工 客户案..
刀具
模具
阅读全文
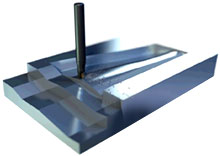
新方法的采用使加工时间减少10小时
要加工出此部件的槽型,传统的加工方法是应用切槽刀进行车削加工,这需要花费客户大约 14 小时的时间。新的更快的方法是采用铣削刀具,应用 CoroMill 390 加工相同的零件,即便是在功率较低的机床上也只需要 4 小时。 纯钢件套管 山特维克刀具应用案例
刀具
阅读全文
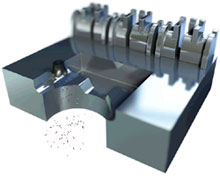
通过专业的知识及支持节约400小时的加工时间
拥有全面的铣削应用知识意味着能够为客户提供从粗加工到精加工的最优解决方案。在下面的案例中,通过对以下不同刀具应用的组合,完成此扭型轮廓加工的总时间由原来的 600 小时缩减到 200 小时,同时进给速度以及刀具寿命亦有相当地改善: CoroMill 200— 粗加工 CoroMil..
刀具
阅读全文
加工难加工材质,进给量提高一倍
我们在如何使用长悬臂进行难加工材质的铣削加工方面的专业知识反映为客户的最终使用结果。通过使用 CoroMill 200 与可乐满 Capto 接柄的组合进行粗加工,进给率获得了显著的提高,再配与相应粗加工刀片 ( 如 GC2040) ,可提供最大的安全性。 热作钢铸件加工 (DIEVAR, 47..
刀具
阅读全文
改变方法以缩短安装时间
通过减少整个加工过程中刀具安装次数和刀具数目,可大大缩短这种零件的生产时间。切削参数得以优化,从而产生一个基于合适换刀次数的经济刀具寿命。 在应用中使用的刀具为: 用于方肩铣的 CoroMill 390 长刃铣刀。它与可乐满 Capto 换刀系统一起使用,可获得最短且最稳..
刀具
阅读全文
一次走刀工序节约了30 000美元
这种特定的工序过去需两次走刀,一次用于粗加工,一次用于精加工。为应用重新制定工序后,使用了 CoroMill 245 刀具,仅一次走刀就完成了零件的加工。新型刀片 – 陶瓷( Si 3 N 4 )与立方氮化硼( CBN )镶尖结合,显著地提高了生产率,并提高了表面质量。 灰口铸铁制..
刀具
阅读全文
轻切削作用减少了振动和加工时间
CoroMill 331 铣刀是加工复杂的和昂贵的驱动轴的理想刀具。将园刀片安装在标准刀盒内粗加工驱动轴槽,这是最高效的组合。 这种刀具的基本概念适合加工深槽,它的可调整性也可在精加工中保证高精度。使用标准刀片和量身定制的刀具,以及专用刀具,再结合正确的切削参数,..
刀具
阅读全文
案例分析——如何降低刀具成本
当某车间想从切削刀具采购方面实现成本节省时,很可能要考虑两个因素:那就是刀具寿命和刀具价格。在对具有竞争性的同等刀具进行评价时,车间要考虑从每把刀具中可以获得多大的用途,以及对每一分钟或一小时切削,它要支付多高的成本。但是,这是不是找出刀具可以实现最大节省..
刀具
阅读全文
应用案例-切削模具钢的专用高效刀具涂层2
转载 切削模具钢的专用高效刀具涂层
刀具
模具
阅读全文
应用案例-切削模具钢的专用高效刀具涂层1
转载 切削模具钢的专用高效刀具涂层
刀具
模具
阅读全文
应用案例-硬质合金刀具材料磨切性能的研究现状与发展思路
转载
刀具
阅读全文
应用案例-PCBN刀具的新近战及趋势展望2
转载
刀具
阅读全文
应用案例-PCBN刀具的新近战及趋势展望1
转载
刀具
阅读全文
应用案例-有关如何使用HSM刀具的建议2
//www.mmsonline.com.cn/brand/mmsonline/vip/portal.jsp?id=9da79f56230615a79b6650f57765bf85
刀具
阅读全文
应用案例-有关如何使用HSM刀具的建议1
//www.mmsonline.com.cn/brand/mmsonline/vip/portal.jsp?id=9da79f56230615a79b6650f57765bf85
刀具
阅读全文
应用案例-森拉天时叶片加工高性能刀具
//www.mmsonline.com.cn/brand/mmsonline/vip/portal.jsp?id=9da79f56230615a748033d6dfa27b46a
刀具
阅读全文
应用案例-螺旋槽式PCD铰刀
转载
孔加工
刀具
阅读全文
应用案例-硬质合金铰刀加工铜镍合金
转载
孔加工
刀具
阅读全文
应用案例-独特的德国豪非德切削刀具1
转载
刀具
阅读全文
应用案例-汽车制造业正确的刀具解决方案2
转载
刀具
汽车
阅读全文
应用案例-汽车制造业正确的刀具解决方案1
转载
刀具
汽车
阅读全文
应用案例-汽车刀具使用与管理经验浅谈
转载 汽车刀具使用与管理经验浅谈
车刀
刀具
汽车
阅读全文
应用案例--最新模具加工用刀具 可换式刀头系列2
//www.mmsonline.com.cn/brand/mmsonline/vip/portal.jsp?id=ccd93d92255c41556e6b253c59bef45e
刀具
模具
阅读全文
首页
上页
7
8
9
10
11
12
13
下页
未页
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
高耐大因 官方网站
高耐大因 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
金万众 Wisdom 官方网站
金万众 Wisdom 产品一览
ABB Path Tuning Master 新品报道!最全解析看这里
上半年欧美汽车销量同比增幅较大
上半年美国新能源汽车销量同比翻倍
英国Pickering公司推出新款PXI/PXIe多路复用开关模块 支持MIL-STD-1553测试
叮咚~OSG向您发来一份Offer
OSG A-END MILL铣削新标准
MyCare套餐,海克斯康新一季服务优惠来了!
海克斯康Nextsense自动化系统,治好了汽车总装线的一大难题
【深度】2021年中美半导体产业发展对比分析(附发展差异剖析)
行业深度!2021年中国无人机行业市场现状及发展趋势分析 河南强暴雨下翼龙无人机立大功
基建投资有望提速,支撑工程机械需求改善
2021年中国铁路行业市场现状及发展趋势分析 上半年投资规模首次不到3000亿元
ABB EVmoji活动征集中|未来电动汽车驾驶员们请注意!
切削液添加剂常用种类
CREAFORM形创:说出你的故事 | 漂移大师和他手制动的四轮赛车
DMG MORI 成功案例 | 灵活的自动化系统有效抗击新冠疫情
温馨提示|DMG MORI设备高温雨季防锈指南
DMG MORI 本周五14:00 | 卓越技术-交钥匙总包解决方案及走进意大利工厂
2021上半年数字经济总体形势分析
2021年上半年汽车制造业实现利润同比增长超过45%
预见2021:《2021年中国数控机床行业全景图谱》(附市场规模、竞争格局、发展前景等)
【行业深度】洞察2021:中国生物医药行业竞争格局及市场份额(附市场集中度、企业竞争力评价等)
易格斯 直播 | 有趣且实用,众多包装行业新品等你来品鉴
运动塑料专家igus:在太空中,怎样3D打印?
CIMT2021展品评述——部分可转位齿轮刀具
API Radian激光跟踪仪在大型回转反应炉制造、安装领域的应用
【机械视频】机床加工能力如何?细微之处见真章
都说中国机床不行,到底是哪里不行?
观点 | 全球基建升温,利好工程机械
工程机械高景气度延续 龙头企业受到机构青睐
Copyright © 1997-2021
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有