首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
招聘
|
下载
|
论坛
|
智能制造
刀具
国际金属加工网
>
刀具
>
刀具解决方案
刀具解决方案 第7页
可转位铣刀产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例
可转位铣刀产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例 。可转位铣刀,在切削加工中,当一个刃尖磨钝后,将刀片转位后使用另外的刃尖,这种刀片用钝后不再重磨。多数可转位刀具的刀片采用硬质合金,也有采用陶瓷、多晶立方氮化硼或多晶金刚石的。可转位铣刀..
槽铣刀
可转位铣刀
铣刀
刀具
阅读全文
模具CAD产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例
模具CAD最新产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例 。模具CAD是模具制造技术人员以计算机为工具,对模具进行设计、绘图、分析和编写技术文件。模具CAD技术门户涵盖了模具CAD的品牌选型、产品选择、应用案例、解决方案、技术应用、答疑解惑、常见问题..
槽铣刀
模具CAD
铣刀
刀具
模具
阅读全文
山特维克可乐满CoroMill 390-07可转位立铣刀在硬模铣削领域中开疆拓地
新兴港口城市台州,位于浙江省沿海中部、上海经济区南翼,北接宁波、南接温州,是中国黄金海岸线上一个年轻的海滨城市。台州素有“塑料制品王国”的美誉,而模具作为最具竞争力的特色产业,对台州地区的经济发展具有强大的带动和推进作用。
山特维克可乐满
立铣刀
可转位铣刀
铣床
铣刀
刀具
模具
阅读全文
快速合理的精加工和粗加工
加工工序是对于Z滑块上孔进行粗加工和精加工,其孔的长度为1400 mm,宽和高分别为300 mm。由球墨铸铁制成重型工件的重量约为200 kg,抗拉强度为600 N/mm2。通过对孔圆周的铣加工将孔直径从200 mm扩展到241 mm。无论粗加工还是紧接着的精加工,Licon mt均采用专用..
可转位铣刀
铣刀
刀具
模具
阅读全文
可转位刀片立铣刀广泛的应用和解决方案
现有的宽选择范围的刀片材质和槽形进一步扩展了小直径可转位刀片立铣刀的能力。这能通过现有的切削材质首先被看到。例如,小魔王球头立铣刀会使用有很锋利切削刃的细颗粒硬质合金刀片和先进的PVD(物理气相沉积)涂层来有效加工洛氏55度的淬硬钢。事实上,装有这些刀片..
立铣刀
可转位铣刀
铣刀
刀具
航空
阅读全文
机夹可转位面铣刀工程图的自动设计系统
近年来,随着国外先进技术的引进,难加工材料、数控机床和加工中心的大量使用,可转位刀具的应用范围日益扩大。机夹可转位面铣刀一般由刀体、定位元件(刀垫或刀片座)、夹紧元件(楔块、紧固螺钉等)和刀片等组成,在加工中转位迅速、尺寸稳定、刀片磨损后可快速更换,刀具..
面铣刀
可转位铣刀
铣刀
刀具
电子
阅读全文
用于高温合金材料加工的新型高性能可转位铣刀材质
由于钛合金具有很高的强度重量比,所以在高精度零配件生产领域有很大的需求;如飞机引擎和发电厂的涡轮机叶片,机身构件及赛车的框架配件等。与钢件和铝件的铣削加工不同,钛合金以及其它高强度/高温合金材料的加工会是客户面临的一个极大的挑战。
可转位铣刀
铣刀
刀具
航空
阅读全文
航空发动机零部件制造技术分析
航空发动机零部件制造技术分析先进的材料和制造技术是航空发动机研制与生产的重要物质和技术基础。发动机质量不断减轻,发动机的效率、使用寿命、稳定性和可靠性不断提高。航空发动机材料与制造技术向着高温化、复合化、轻量化、整体化、高效率和低成本的方向发展。航空..
可转位铣刀
铣刀
刀具
航空
阅读全文
航空制造商受益于可转位刀具
由于钛合金已成为机加工车间内越来越常用的材料,相应的加工工艺是否能进一步发展,使该种材料的性能和加工结果达到全新的水平就成为至关重要的因素。在钛合金加工中,铣削占据主导位置,部分原因是由于在飞机机身零件中加工出型腔、外形、槽和边缘都是极具挑战的工序
可转位铣刀
铣刀
刀具
航空
阅读全文
小直径可转位刀片立铣刀
可转位刀片立铣刀能在宽范围的小直径立铣加工用于替代传统的高速钢或整体硬质合金。虽然高速钢和整体硬质合金立铣刀仍是用于轴向切深长的仿形切削的最佳选择,可转位刀片立铣刀对于涉及小到高达16mm中等轴向切深的大批量小直径加工提供一个更经济的替换物。
立铣刀
可转位铣刀
铣刀
刀具
模具
阅读全文
可转位铣刀刀槽加工程序的参数化编程
可转位铣刀刀槽加工程序的编制一般可采用两种方式:一种是在工作站利用CAD/CAM系统自动编程;另一种是人工编程,即由编程人员分析图纸、确定工艺路线、进行数值计算、编制程序并将程序手工输入机床数控系统。人工编程虽然比较经济、方便,但存在以下缺点:①编程时间长,每次..
可转位铣刀
铣刀
刀具
电子
阅读全文
我国硬质合金可转位刀片技术要求
带圆孔的、无孔和沉孔硬质合金可转位刀片的技术要求
可转位铣刀
铣刀
刀具
机械
阅读全文
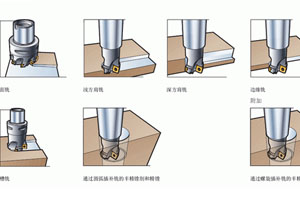
平装可转位铣刀的合理选用
铣削加工是最常见、最重要的切削加工方式之一。随着数控机床的应用日趋广泛,对数控铣削刀具的要求也日益提高。平装可转位铣刀是哈尔滨工量数控刀具有限责任公司近年来为满足数控铣削加工需要而开发的新产品。平装可转位铣刀可分为普通铣刀和仿形铣刀两大类,使用这两类刀..
可转位铣刀
铣刀
刀具
模具
阅读全文
可转位螺杆转子铣刀型线输入方式的改进
可转位铣刀刀片由于采用切向安装,结构简单紧凑,切削力方向硬质合金截面大,抗压力强度高,可进行大切深、大走刀量加工等优点而在机床、铁路、汽车、电机等机械加工行业得到广泛采用,其中,螺杆压缩机转子加工行业采用的国产可转位螺杆转子铣刀主要由哈一工数控刀具厂研制生..
可转位铣刀
铣刀
刀具
机械
阅读全文
方肩铣刀产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例
方肩铣刀(Square Shoulder Milling Cutter)产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例。方肩铣刀技术门户涵盖了方肩铣刀的品牌选型、产品选择、应用案例、解决方案、技术应用、答疑解惑、常见问题和厂商针对方肩铣刀的市场及技术活动。
槽铣刀
方肩铣刀
铣刀
刀具
阅读全文
山特维克可乐满最新发布最新切削刀具和解决方案
全新车削刀具--我们推出了全新CBN材质CB7105和CB7115。这两种材质基于新一代立方氮化硼 (CBN) 材料,可提高以高切削速度加工表面淬硬和感应淬硬材料时的抗月牙洼磨损和抗断裂性能。
山特维克可乐满
高进给铣刀
车床
车刀
铣刀
刀柄
刀具
阅读全文
机床车床所用到的方肩铣刀
随着制造商不断推出具有更强功能和更高效率的产品,零件的制造变得越来越复杂,难度也变得越来越高。除了具有复杂的轮廓和更严格的公差外,零件通常还采用高性能的材料制成,这虽然提供了所需的强度和可靠性,但也对可加工性产生了不利影响。
方肩铣刀
车床
铣刀
机床
刀具
模具
阅读全文
山特维克可乐满:CoMill 490方肩铣刀的切深已达10mm
CoroMill 490方肩铣刀的切削深度现已达到10mm,可广泛应用于所有材料的方肩铣、面铣、边缘铣、轮廓铣、薄层铣、槽铣等
山特维克可乐满
方肩铣刀
铣刀
刀具
汽车
阅读全文
开启多把锁的钥匙:方肩铣的广泛用途
在金属加工行业,方肩铣概念的运用日渐普遍。其中一个原因是:各公司纷纷选择投资主轴锥度为30和40的小型设备,目的是减少车间占用空间。随着铸造和锻造质量不断提高,减小切削深度,使用小直径刀具也成为了一种趋势。
山特维克可乐满
方肩铣刀
铣刀
机床
刀具
汽车
阅读全文
用于汽车制造的新刀具
山高刀具则是针对汽车零件毛坯的“近净尺寸”趋势,推出了刀片尺寸更小的Square 6™-04魔方方肩铣刀。所谓魔方方肩铣刀是两年前推出的一款每个刀片具有6个刀刃的所谓集经济性和高效于一体的刀具。
山高刀具
方肩铣刀
内圆车刀
车刀
铣刀
刀具
汽车
阅读全文
SW再加速 苏州工厂即将盛大开业
对高新技术需求巨大的中国市场,SW 实现了其历史上最快的发展速度。作为尤以多主轴机床闻名遐迩的知名制造商,自1984年开始生产出第一台多主轴机床以来,SW 仅用几十年时间就与那些百年企业并驾齐驱,跻身全球优秀设备供应商前列。
加工中心
机床
刀具
阅读全文
认真对付钛
如果你加工过钛,尤其是大型钛零件,那么你就会有理由说,应该专门为这种金属打造一台机床。
卧式加工中心
加工中心
刀具
航空
阅读全文
卧式镗床(T611)方肩铣刀与刀柄快换连接装置研究
方肩铣刀可变径快换连接方式,经过实际生产过程的检验,完全达到设计要求,切削平稳,且制作成本低、简单,适用各种镗床型号,具有推广价值。普通卧式镗床不但能加工各种复杂箱体,满足高精度孔系要求,而且铣削的能力也比较强,通过制作铣刀的快换连接附件,更能充分发..
方肩铣刀
镗床
铣刀
刀柄
刀具
机械
阅读全文
株钻EMP01系列针对汽车零部件的解决方案
连杆是将其两端分别与主动和从动构件铰接以传递运动和力的杆件,其结构如图24所示。连杆是汽车发动机中的重要零件之一,它连接着活塞和曲轴,其作用是将活塞的直线往复运动变为曲轴的旋转运动,并将作用在活塞上的力传给曲轴以输出功率。连杆既受交变的拉压应力、又受弯..
株洲钻石
方肩铣刀
铣刀
刀具
汽车
阅读全文
NOVO-VSM490TM方肩铣刀为制造行业持续发展提供强大动力
您可以想象将几万种刀具信息和超过 75 年的应用知识库结合在一起,创建一个功能强大的,以云技术为基础的数字知识库,可与 CAM 程序包、对刀仪,以及多种高科技装置接口使用吗?Widia推出的数字化智能加工工具NOVO可以为您提供完美的答案。
方肩铣刀
铣刀
刀具
电子
阅读全文
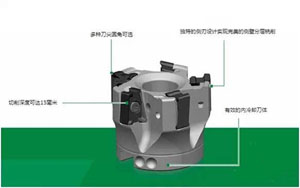
WIDIA™ Victory™ 方肩铣刀 VSM490™-15系列
WIDIA™ Victory™ 方肩铣刀系列(VSM490系列)带有四个切削刃的双面坚固型刀片。高正前角设计方案使它具有更低的切削力,切削深度可达15毫米,有多种刀尖圆角可选。
方肩铣刀
铣刀
刀具
机械
阅读全文
伊斯卡高压冷却五角霸王刀PENTA 34
随着带内冷却通孔的70BAR高压冷却系统作为标准主轴或可选主轴的高速加工机床越来越实用,高压冷却技术(HPC)变得越来越触手可及。作为在高压冷却加工领域公认的领袖企业,多年来,伊斯卡研制并发布了数以百计的先进高压冷却车削刀具(HPC),设计用于迎接来自各个不同..
孔加工
刀具
阅读全文
福田汽车发动机制造工艺
北汽福田汽车股份有限公司(简称福田汽车)经过多年发展,现已具备整车四大工艺能力和发动机制造能力,发动机的制造能力也到了一个新的水平。
卧式加工中心
镗刀
加工中心
孔加工
刀具
汽车
阅读全文
灵活性和经济性:山高方肩铣刀设定行业标准
全球刀具制造商山高刀具公司推出了一款独特的方肩铣刀 - Square 6魔方。在宽范围的应用领域中,全新的多刃刀具在经济性、灵活性和生产率方面都有很大突破。 山高刀具素以创新见长,尤其当涉及专门的方肩铣刀和刀片时。该公司的Turbo旋风系列方肩铣刀位列充分挖掘计算机..
山高刀具
方肩铣刀
铣刀
刀具
机械
阅读全文
行业解决方案--可乐满Capto与ER刀柄的对比
行业解决方案--可乐满Capto与ER刀柄的对比_标清视频
山特维克可乐满
刀柄
刀具
阅读全文
山高刀柄维护指南
一般情况下,为了减少刀柄腐蚀风险,我们一般建议用防锈油清洗所有的功能表面,并将之保存于无尘干燥环境下。所谓的腐蚀其实是一种金属与外界氧化剂(比如含有过多氯元素的冷却液,汗液中的酸性成分等等…)之间的电化学氧化过程。有很多方法可用于防止这类金属腐蚀,诸..
山高刀具
刀柄
刀具
机械
阅读全文
好马配好鞍!论刀柄在刀具应用中的地位!
刀柄是机床和刀具的关键连接环节,对整个加工系统的性能有着很重要的影响,合适的刀柄可以最大程度延长刀具寿命,获得最佳的工件表面加工质量。高速切削加工要求刀柄应具有较高的重复定位精度、径向跳动小、夹紧力大且稳定可靠、动平衡性及刚性好等优点。高速切削加工用..
铰销
刀柄
刀具
航空
医疗
阅读全文
意大利SCM 刀柄系统——攻丝刀柄解决螺纹加工难题
在传统螺纹加工过程中经常遇到丝锥在攻丝过程中折断;螺纹加工质量无法满足要求;攻丝效率达不到节拍要求;更换调整操作不方便等各类问题。这不仅会降低工作的效率而且浪费了大量的人力物力和财力所以选用一款高品质丝锥刀柄对螺纹加工就有了非凡的意义,SCM 从节能增效等..
攻丝刀柄
夹头
螺纹加工
刀柄
刀具
机械
阅读全文
硬质合金丝锥产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例
硬质合金丝锥(Hard alloy tap)产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例。硬质合金丝锥技术门户涵盖了硬质合金丝锥的品牌选型、产品选择、应用案例、解决方案、技术应用、答疑解惑、常见问题和厂商针对硬质合金丝锥的市场及技术活动。
硬质合金丝锥
螺纹加工
阅读全文
山东华源莱动内燃机有限公司硬质合金刀具使用情况介绍
山东华源莱动内燃机有限公司是一个生产柴油机的老企业。公司主要产品有单缸和多缸两大系列柴油机。主要加工零件有柴油机缸体、气缸盖、齿轮室、主轴承盖等铸铁类零件和凸轮轴类钢件。生产线有以专机为主的专机加工线,以加工中心为主的柔性加工线和以通用设备为主的通用..
硬质合金丝锥
螺纹加工
刀具
汽车
阅读全文
医疗器械行业对精密切削刀具提出高要求
难加工的材料、复杂的工件形状以及频繁的小批量生产对用于加工专业医疗器械的刀具提出了很高的要求。瓦尔特公司生产的精密刀具在这方面享有很高声誉。
硬质合金丝锥
螺纹加工
刀具
医疗
阅读全文
以技术与创新优势求增长
当前,国际国内经济形势正处于严峻时期。经济不景气也确实给一些企业带来了困难,但这一时期也是企业消化、改进、提高近年来所开发的新产品、新技术,实现产品更新换代和企业转型升级的良好时机。
硬质合金丝锥
螺纹加工
汽车
阅读全文
攻丝的难点及解决方法
说到加工中的困难工序,攻丝应该归入最困难的一类。在一般的金属加工中,通常是迅速切除金属并形成光洁表面,工序就算终结,但攻丝却不完全是这样。首先,攻丝后形成的螺纹必须符合标准规定并能和相配的紧固件旋合;其次,一般工序切削终了退出刀具十分简单,而攻丝完成..
硬质合金丝锥
螺纹加工
航空
阅读全文
机床丝锥断裂的解决方案
造成丝锥断裂的原因可谓多种多样,机床、夹具、工件、工艺、夹头及刀具等等都有可能,仅凭纸上谈兵也许永远都找不到真正原因。做为一个合格的负责的刀具应用工程师,最重要的是深入现场,而不是仅凭想象。举个最简单的例子,假如丝锥切削锥长度太长,攻丝时撞至底孔底部..
硬质合金丝锥
螺纹加工
机床
模具
阅读全文
欧士机:完美解决丝难加工的解决方案
在工件上一次钻出底孔,然后攻丝。开始,他采用标准高速钢TiN涂层丝锥,但材料硬度过高,致使丝锥崩裂。Welter试验了六种不同的高速钢丝锥以后,终于放弃了采用标准丝锥解决问题的打算,并开始寻求新的解决方案。发展现挤压丝锥能解决这个问题,尽管迄今都认为挤压丝锥..
欧士机
硬质合金丝锥
螺纹加工
机械
阅读全文
首页
上页
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
下页
未页
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
高耐大因 官方网站
高耐大因 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
金万众 Wisdom 官方网站
金万众 Wisdom 产品一览
观点 | 全球基建升温,利好工程机械
工程机械高景气度延续 龙头企业受到机构青睐
高温润滑脂的蒸发度及蒸发损失都代表什么?
欧特克Autodesk :采用 3D 模型,实现无纸化办公!
Inventor 技巧分享之 —— 草图约束
Inventor 技巧分享之 —— 钣金功能
2021年中国新能源车企纷纷布局下沉市场业务
欧特克Autodesk :用回收的塑料铺设道路,建设更可持续的基础设施
力劲集团2台套意德拉XPRESS系列大型智能压铸单元通过文灿股份验收
达诺巴特【卓越中心开放日】聚焦航空数*智
EMO | 索拉露斯将现场为您揭示#MadeForYOU加工解决方案的未来
2021苏州电子制造自动化设备与材料供应链展
Metrology Monday | 强强联合,天远三维 高精度3D数字化技术复原上世纪传奇赛车
海德汉半导体及电子行业微网站︱数字体验,精彩纷呈。
7月份中国制造业PMI为50.4% 高端制造业持续较快发展
山特维克可乐满【在线研讨会】 利用整体硬质合金刀具最大化金属去除率的7大关键因素
关于延期举办LASERFAIR 深圳激光展的通知!
解析汽车“芯荒”之痛,赋能供应链自主可控
2021年全球医疗器械行业市场规模及竞争格局分析 全球市场规模或突破5000亿美元
马扎克MTF2021 | 坚守绿色发展 创新共赢未来
通快 激光千万家 安全第一家
鼎力协作,优势共享,TruArc Weld 1000全球路演盛大揭幕!
库卡官方认证二手机器人让您畅享无忧品质保障!
2022第40届无锡太湖国际机床及智能工业装备产业博览会
我国海洋清洁能源产业快速发展 上半年海上风电新增并网容量215万千瓦
光伏股集体爆发,最高飙涨20%!
应用视频 | 雄克如何实现“一钳两用”?
奎克好富顿量身打造基于新一代ACE技术平台的铝热轧乳化液产品
2021年中国新能源汽车行业市场现状及发展趋势分析 政策将持续推动行业发展浪潮
从不同的视角看世界,蔡司光学系列
Copyright © 1997-2021
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 可转位铣刀
铣刀
刀具
机械
可转位铣刀
铣刀
刀具
机械