首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
下载
|
智能制造
刀具
国际金属加工网
>
刀具
>
刀具新闻
刀具新闻 第67页
航空领域难加工材料解决方案
由于比普通合金钢的加工更为困难,因此通常认为钛合金属于难加工材料。典型钛合金的金属去除率仅为大多数普通钢或不锈钢的25%左右,因此加工一个钛合金工件需要花费的时间约为加工钢件的4倍,按照现有加工水平,零件的加工制造周期进一步延长,完全不能满足现在航空工业..
切槽刀
车刀
刀具
航空
阅读全文
刀具在人工髋关节假体零件的加工
仿照人体髋关节的结构,将制作的假体柄部插入股骨髓腔内,利用其头部与关节臼或假体金属杯间可旋转,从而实现股骨的曲伸和运动。髋关节假体的各个主要零件。
切槽刀
车刀
刀具
医疗
阅读全文
伊斯卡医疗器械加工推介刀具
ISCAR新型的紧凑的SWISSCUT车刀系统,减少了凸轮式机床工件加工区域狭小,刀具易产生干涉的问题,可以很方便的从刀杆双侧更换刀片。更换刀片刃口时,无需把刀杆拆下然后再重新安上。高精度的刀片和牢固的刀座设计保证了必要的重复定位精度。
切槽刀
车床
铣床
车刀
刀具
医疗
阅读全文
伊斯卡在车削领域做出改进
全球范围对精密医疗零部件的需求在不断增长中,特别是对整形外科及牙科植入物的需求。人口老龄化对此产生了一定的影响;人类寿命越长,对医疗零部件的需求就越多。
车削加工中心
切槽刀
螺纹铣刀
加工中心
车床
车刀
铣刀
螺纹加工
刀具
医疗
阅读全文
株钻刀具在航空发动机车削领域的应用
近年来,全球航空产业蓬勃发展,不断有先进的航空产品发布。而刀具作为航空零部件加工最重要的主体之一,随着航空业日新月异的变化而高速发展。株钻刀具作为国内刀具企业的领头羊,有怎样的作为呢?株洲钻石切削刀具股份有限公司张京在接受记者采访时谈到株钻通过与航空..
切槽刀
车床
车刀
刀具
航空
阅读全文
用高效刀具实现燃气轮机零件上凹槽的高效加工
环、盘、轴和机匣这一类燃气轮机发动机零件一般具有相对复杂的形状,通常需要在狭窄受限的空间内进行凹槽的仿形车削。这些零件的材料一般可加工性较差。高切削力、高切削温度和较强的沟槽磨损趋势对高效切削加工和切削刃提出了很高的要求,这就需要专门开发相应的刀具和..
切槽刀
车刀
刀具
机械
阅读全文
伊斯卡高效的医疗器械加工刀具
在医疗器械市场中,多种加工方式要求刀具供应商提供不同的解决方案,用于针对重复定位精度、刚性,以及小零件的加工。
外圆车刀
切槽刀
车刀
刀具
航空
医疗
阅读全文
山高战略携手南高齿 助力中国风电行业
2016年6月20日,南京高精传动设备制造集团有限公司(简称南高齿)董事局主席胡曰明先生、执行董事兼齿轮集团副总经理周志瑾先生、南京高精传动设备制造集团公司副总裁兼环球传动网CE0方芳女士到访位于瑞典法格什塔的山高刀具集团总部,会见山高刀具集团总裁兼CEO Lars B..
山高刀具
刀具
能源
阅读全文
澳克泰:不断创新 保持领先
当今世界,正面临着各种复杂的系统性挑战。国内,经济下行压力增大、环境约束日益增强、产业升级阻力重重、传统优势不断削弱。可随着国家加强定向调控和相机调控,以结构性改革促进结构调整,轨道交通、新能源、航天军工等领域出现了结构性的机会,引领制造业迈向高端化..
澳克泰工具
CIMES
刀具
阅读全文
伊斯卡HELIDO 800铣刀缩短钢及铸铁的面铣加工周期
伊斯卡拓展了其颇受市场欢迎的HELIDO 800系列,推出45°主偏角的高效面铣刀SOF45...R18。旨在主要于钢及铸铁的工件加工中实现高金属去除率,新型面铣刀系列为用户提供了非常划算的铣刀,用于大多数切削条件下的高生产率铣削。
面铣刀
铣刀
刀具
阅读全文
提质•降本•增效
6月24日下午,2016中国金属切削刀具产业峰会暨第三届中国金属切削刀具用户满意服务品牌评选颁奖典礼在北京隆重举行。峰会上,山特维克可乐满、伊斯卡、北京机床研究所和北京南口轨道交通机械有限责任公司等刀具企业和用户公司的代表们围绕刀具服务的话题发表了各自的演..
刀具
阅读全文
数控刀具立铣刀在机械加工中使用的方法
立铣刀的装夹加工中心用立铣刀大多采用弹簧夹套装夹方式,使用时处于悬臂状态。在铣削加工过程中,有时可能出现立铣刀从刀夹中逐渐伸出,甚至完全掉落,致使工件报废的现象,其原因一般是因为刀夹内孔与立铣刀刀柄外径之间存在油膜,造成夹紧力不足所致。
铣削加工中心
立铣刀
加工中心
铣床
铣刀
刀具
机械
阅读全文
M4000 系列刀具是铣槽加工出色的问题解决者
凭借 M4000 系列刀具,瓦尔特朝铣削最大经济性方向迈出了一大步。M4000 系列可转位刀片可安装在不同的刀具上,因此适用于各种各样的铣削操作。
铣刀
刀具
阅读全文
欧士机Safe-Lock系统立铣刀提高航空行业的生产力
切削刀具的世界领导者欧士机公司,与刀具夹持技术领域的市场领导者德国HAIMER公司签署了一份战略伙伴关系与专利许可协议。欧士机公司将把带有HAIMER Safe-Lock™系统的立铣刀产品推向全球市场。
欧士机
立铣刀
铣刀
刀具
航空
阅读全文
模具加工自动化究竟有多重要?
在传统模具制造中,机床的实际加工时间大约只有50%,另一半时间则花在装夹、工件和刀具的更换上。而模具自动化加工可以充分发挥机床的加工效率,并使加工时间升至90%。
FANUC
DMC2016
DMC
刀具
机器人
模具
阅读全文
DMG MORI 帮助用户更灵活地生产齿轮
45年来,Zahnradwerk Pritzwalk公司拥有一流的先进技术、高质量的产品以及以客户和解决方案为导向的工作方式。大约300名高素质员工在这家位于勃兰登堡的公司为全球不同行业的大量客户生产齿轮,轴与联轴器,广泛运用于轨道运输、风力发电和机械制造行业。为更灵活地生产..
DMG MORI
刀具
阅读全文
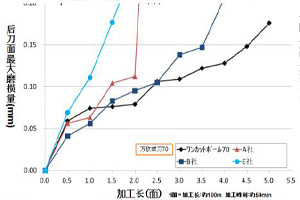
4刃型“万砍球头70” DH-OCHB型 高硬度铣刀
Cr12MoV淬火材粗加工时的切削阻力3分力的测量结果。三种颜色分别代表切削阻力的轴向、径向及进给方向分力。线图的宽度代表加工中的振幅大小,振幅越小振动就越小。
铣刀
刀具
阅读全文
收获荣耀澳克泰2016CCMT纪行
“新变化•新未来”,2014,我们锐意登场;“新常态•新发展”,2015 ,我们潜心播种;“新环境•新格局•新作为”,2016年4月11日-15日,第九届中国数控机床展览会(CCMT2016)在上海新国际博览中心隆重召开,澳克泰携崭新产品系列再临上海,收获荣耀。
澳克泰工具
CCMT
铣刀
刀具
阅读全文
山特维克可乐满推出新型切槽刀具
山特维克可乐满最近推出了一系列用于高效切槽的刀具解决方案
山特维克可乐满
切槽刀
车刀
刀具
机械
阅读全文
澳克泰邀您共聚CIMES2016展会(展位号:E4-B301)
2016年6月22日-26日,第十三届中国国际机床工具展览会CIMES 2016将在北京中国国际展览中心盛大开幕。作为世界第三大规模的专业展会,中国国际机床展CIMES展会为展商带来的不仅仅是买家,更是一个绝佳的商贸平台。作为中国刀具行业的年轻品牌赣州澳克泰工具技术有限公司..
澳克泰工具
CIMES
刀具
阅读全文
瓦尔特应用案例:以铣代磨 以铣代挤中的技术攻关
高速加工,尤其对具有大去除量金属加工特点的航空制造业而言,是实现高效率制造的核心手段。起源于德国学者Carl.Salomon博士的假设:“线速度超过一定值后,随着线速度的增加,切削温度不升反降。”经过多年的实践,该假设得到证实
刀具
阅读全文
瓦尔特在工件上钻反沉孔
快速经济的瓦尔特非标刀具,燃气轮机零件加工的首选时间就是金钱,事实上并非完全如此。越来越多的公司发现赢得业务的唯一方式是比竞争对手快。因此,他们采用一些非标刀具,加快生产工艺过程。由西门子发电与天然气集团经营、总部位于柏林的燃气轮机厂采用这种方法后,..
刀具
阅读全文
切槽刀的正确使用方法,避免出现震刀现象
在工业加工中难免会出现震刀,除非你有十多年的车床经验,要不然都无法避免,当然我们可以学会一些技巧,去减少震刀现象的发生。
切槽刀
车刀
刀具
机械
阅读全文
肯纳之路 在中国延伸
自1938年成立,美国肯纳金属公司(以下简称“肯纳”)的发展迅速且稳步,始终雄踞全球刀具市场的领先位置。提及肯纳,有几个关键词总是会浮现脑海,技术、创新、解决方案......经过近八十年的发展,肯纳已经走出了一条属于自己的路,在这条路上,肯纳特立,但并不独行。“..
肯纳金属
刀具
阅读全文
分析使用切槽刀具应用
了解三种主要的沟槽类型十分重要,它们是:外圆沟槽、内孔沟槽和端面沟槽。外圆沟槽最容易加工,因为重力和冷却液可以帮助排屑。
切槽刀
车刀
刀具
机械
阅读全文
山特维克可乐满切槽解决方案
切削发电零件上的槽需要采用通用的、适合轴特征(其中许多很深,有异型特征)的刚性刀具。切断和切槽刀具加工领域里的最新开发以加工的重载端为目标。此时需要为了获得更长可达性而提高稳定性,并且当切屑控制问题至关重要时,还需要更坚固的切削刃。
山特维克可乐满
切槽刀
车刀
刀具
机械
阅读全文
山特维克可乐满CoroBore 825 SL端面切槽刀具介绍与应用
用CoroBore® SL切槽是铣槽的高效率备选方案。这种可精调的轴向端面切槽刀具可加工大量零件中不同直径的槽。
山特维克可乐满
切槽刀
车刀
刀具
机械
阅读全文
伊斯卡新增了数款瑞士自动车床升级系列
继早前发布的瑞士自动车床升级系列(SWISSCUT INNOVAL)成功推向市场,伊斯卡进一步拓展了该系列刀具的应用,推出高压冷却系列,冷却液直达刀片切削刃。刀具的最大冷却压力可达340BAR,提供刀方为10mm及16mm的刀杆。
车床
刀具
阅读全文
山特维克可乐满CoroTap丝锥简化了多种材料的攻丝工序
对于那些需要加工多种材料,并且需要经常在中小批次尺寸间转换的客户而言,新型CoroTap™ –XM将是一个易于选择的丝锥系列。这些创新型的丝锥之所以具有灵活性,是因为为了满足机械加工车间不断变化的工作环境,山特维克可乐满将刀具材质进行了优化,并创建了独特的槽型..
山特维克可乐满
螺纹加工
刀具
阅读全文
CCMT2016展会LMT蓝帜金工展台亮点回顾
为期五天的CCMT2016(第九届中国数控机床展览会)圆满落下帷幕。在德国LMT蓝帜金工的展台,LMT不仅展出了最先进的刀具,还为大家提供了很多现场交流和体验最新的技术的机会。
CCMT
CCMT2016
刀具
阅读全文
山特维克可乐满数字化工具一览
山特维克可乐满近期推出了功能强大的应用程序 – online offer,它的安卓版本现已正式上线。这款应用程序专门为智能手机而设计 ,将我们的各项数字化服务送到您的指尖!
山特维克可乐满
刀具
阅读全文
瓦尔特HELITRONIC VISION机床获2016年“金属加工行业技术创新奖”
第十一届金属加工行业—荣格技术创新奖”评选结果在上海隆重揭晓。经过来自行业协会、科研院校的资深专家组成的评委团的严格评选,53项创新技术从报名参评的114项技术中脱颖而出。
斯来福临
液压刀柄
车床
磨床
刀柄
机床
刀具
阅读全文
煤炭去产能真刀真枪 动力煤一枝独秀
5月19日,动力煤主力合约ZC1609高开高走,表现抢眼,成为当日盘面领涨品种。
刀具
能源
阅读全文
山特维克可乐满-清华大学机械工程系签署校企合作协议
2016年5月17日,山特维克可乐满-清华大学机械工程系校企合作及奖学金协议签字仪式在清华大学举行。山特维克可乐满大中华区总裁Jean-Louis Macey先生,清华大学机械工程系副系主任赵海燕先生出席了仪式并代表双方签字。
山特维克可乐满
刀具
机械
阅读全文
富士康成新接盘侠!微软3.5亿美刀卖诺基亚
微软用了3年时间,将72亿美元收购的诺基亚折腾到3.5亿出售大半资产,也是没谁了...
刀具
电子
阅读全文
海纳:分析油性切削液和水性切削液的区别
油基切削液的润滑性能较好,冷却效果较差。水基切削液与油基切削液相比润滑性能相对较差,冷却效果较好。慢速切削要求切削液的润滑性要强,一般来说,切削速度低于30m/min时使用切削油。
海纳
刀具
润滑
阅读全文
高耐大因刀具(青岛)有限公司总经理——朴成镐
高耐大因刀具(青岛)有限公司2006年成立至今已经有十年的历史,十年来我们历经挑战与发展,对于未来十年的发展我们亦踌躇满志。 应对市场的多变性及竞争对手挑战的最优方法,是我们自身的提升与发展
高耐大因
铣刀
刀具
阅读全文
大因精工会长尹惠燮致辞
作为具备世界最高竞争力的年轻企业,真诚希望大因精工能与国民一起分享幸福
高耐大因
刀具
阅读全文
东北大学研究生造机器人去桃核
每逢暑期,在黄桃大范围成熟之际,总有一群特殊的季节性临时工,穿着严格消毒的车间服,机械单调地重复着一项工作--黄桃去核。工作环境潮湿闷热、工作性质枯燥乏味,雇佣大量劳动力却逐渐面临招人困难的局面、去核成本的提高,这些困扰着制桃加工企业却让他们又无可奈何..
刀具
机器人
机械
阅读全文
大因精工代表理事 朴俊范
作为仅仅创立了28年的青年企业,我们并不安于现状,不断尝试新的挑战,我们一直致力于开拓新市场,为客户解决难题,始终在为大因精工的革新而努力。
高耐大因
铣刀
刀具
阅读全文
首页
上页
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
下页
未页
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
高耐大因 官方网站
高耐大因 产品一览
马扎克中国 | 2024郑州工博会
跟着ABB自主移动机器人自由穿梭米其林工厂
山特维克可乐满给您的方案:乐享生产率提高30%
超400亿!沪东中华独揽全球造船业最大订单
升级改造 | 温泽助力金通灵迎接未来挑战,实现品质与成本控制新突破
达诺巴特集团定制化专家 | 汇总数十年机床镗杆磨削的专业知识
优享整机 | 现货交付,快人一步!
焕新升级,乘风起航 | 力劲塑机参展CHINAPLAS 2024国际橡塑展圆满收官
塑造可持续未来 | 力劲塑机将携智能、环保注塑解决方案亮相NPE2024美国国际塑料展
软硬兼施,海克斯康助力企业轻松应对弯管测量难题
海克斯康携医疗数智化方案亮相青岛供需发布会
假期无忧,三坐标测量机维护保养专场直播
践行以旧换新潮,海克斯康在行动
以书承情 “读”具匠心,青岛市首届职工读书节在海克斯康举办
聚力产学研发展,海克斯康携手校企签订战略合作协议
质量管理 | Q-DAS 2024上海公开课再度启程!
生产制造 | 数控加工-ESPRIT EDGE 多工序加工
线下培训 | 5月一大波免费培训又双叒叕来了!!!
设计仿真 | 从形状到香味,CFD助力朝日啤酒公司为客户创造更好感官体验
智造未来,海克斯康邀您共赴增材制造亚洲展
SW在苏州成功交付全球第1000台BA W06系列机床
施耐德电气:共筑工业SI同盟,共创工业伙伴影响力
工业母机激活新质生产力 智能制造“四大区域”集聚格局初显
力速兼备·臻至高效 | 库卡60kg SCARA机器人重磅发布,为“锂”而来
新能源、新智造、新技术、新未来
2024常州国际新能源汽车产业博览会
9月20-22日盛大举行!
埃克森美孚中国参加2024中国工业设备智能运维技术大会
携三大领域产品亮相2024北京车展
美的威灵汽车部件点亮“绿色出行源动力”
汽车覆盖件模具设计难效率低?这里有一套解题“秘籍”
数控加工新篇章:速度、精度与智能化并进,助力制造业升级
96艘!船价续涨!最新全球造船业月报出炉
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 刀具
刀具