首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
下载
|
智能制造
刀具
国际金属加工网
>
刀具
>
刀具新闻
刀具新闻 第160页
氧化铝刀具涂层技术发展
金属切削行业的特点表现为技术的迅速进步。市场上最重要的趋势为: (1)为了提高生产率,采用更高的切削速度。 (2)为了降低成本和环保要求,采用干式加工和/或最小量润滑(MQL)加工。 (3)为了使零件和结构更轻,采用难加工材料,如高强度材料等。 所有这些趋势对刀..
刀具
阅读全文
LMT- BOEHLERIT车刀
LMT-BOEHLERIT(蓝帜—倍锐特)作为集团的材料研发中心和生产中心,在刀片几何槽形、材质、涂层等技术方面不断改进,并针对钢、铸铁、铝和难加工不锈钢的车削加工开发出一系列的新产品,如加工钢材的Steeltec LC215K 和LC225K,加工不锈钢的Supertec LC415Z,铸铁加工的..
车刀
刀具
阅读全文
模具高速铣削加工技术介绍及应用
模具作为模压产品生产的关键工装,其设计与生产周期日益成为决定新产品开发周期的决定因素。目前工业发达国家的航空航天、汽车、机械、模具、机床等行业首先得益于该项新技术,使上述行业的产品质量明显提高,成本大幅度降低,获得了市场竞争优势。在汽车工业中,过去新..
铣床
机床
刀具
模具
阅读全文
应用金刚石涂层 工具的寿命显著增加
为达到成本效益,对由玻璃纤维增强塑料(GRPC)制成的卡盘帽进行机加工时,要求高性能的工具。这就是为什么Renger Kunststoffspritzteile GmbH & Co. KG寻找各种途径来提高其工具性能的原因-他们发现了工具制造商Kristen + Görmann oHG生产的刀片,以及Ceme Con的一个..
刀具
阅读全文
机床行业刀具、干切削的相关技术
因为金属陶瓷、陶瓷、CBN、PCD做成的刀具比硬质合金更脆并且不能承受同样大的应力。因此,由它们做成的刀具需设计成能增强支撑和释放应力。 一个设计这种刀具的重要部分是切削刃的磨削,它使得切削力偏离刀片刃口改变方向到它的基体。三个这样的刃口修磨是恰当的:负倒..
机床
刀具
阅读全文
大连重工新研制盾构机刀具国际一流
大连重工起重集团日前在厂内研制出盾构机9种系列刀具,全截面剪切强度试验参数达到国际一流刀具性能指标。 长期以来,盾构机刀具因材质特殊、制造工艺复杂,目前世界上只有几家知名企业能够制造。另外,盾构机刀具用于对挖掘面土层进行切削掘进,属于易损件,需经常更换..
刀具
轨道
阅读全文
机床在线检测:模具制造的良好工艺控制
激光对刀仪为验证刀具的尺寸提供了一个快速的自动化方法,特别在模具制造中,对检验长期加工后的刀具磨损,起着关键的作用。激光对刀仪是高速、高精度调刀和检测刀具断裂的有效方法,具有良好的成本效益,在工作状态下,当刀具通过激光束分度或以正常的速度旋转时,它能..
机床
刀具
测量
模具
阅读全文
山特维克可乐满与北航建立长期合作伙伴关系
山特维克可乐满与北航在既有合作基础上,将建立长期合作伙伴关系,并于2009年10月9日举行签约仪式。 山特维克可乐满是山特维克集团旗下最大的金属切削刀具公司,也是全球排名第一的金属切削业刀具制造与供应商。 北京航空航天大学是一所具有航空航天特色和工程技术优势..
山特维克可乐满
刀具
航空
阅读全文
Mikronite“类研磨”工艺提高刀具寿命和性能
Mikronite技术公司(Mikronite Technologies Inc.)开发的新技术,一种最初源于光学工业的表面精加工新技术,提供了可提高硬质合金、钴高速钢、高速钢和PCBN刀具寿命的替代方案。新技术将压力与研磨介质结合起来,对刀具(或零件)的整个表面进行研磨和应变硬化加工。这..
刀具
阅读全文
日本京瓷双面瑞士式车削刀片
日本京瓷(Kyocera)公司为瑞士式车削加工开发的双面负角刀片具,有两个切削刃,可提高切削稳定性、降低加工成本。 刀片配用比较小的刀柄,可以方便地使用多个刀座位置,避免与副轴发生干涉。 刀片可采用两种PVD涂层牌号,其中,PR1005涂层牌号用于在加工钛合金和自由切..
京瓷
车床
车刀
刀具
阅读全文
刀具新技术
高速切削时刀具刀柄系统 加工中心等数控机床以前一直采用传统的7∶24实心锥柄工具系统,这种刀柄由于只靠锥面结合,刀柄与主轴的联接刚性较低,主轴转速超过10000r/min,联接刚性的不足更为明显。对采用ATC刀柄换刀来说,每次换刀后,刀具的径向尺寸都可能发生变化,存在..
刀具
阅读全文
水轮机叶片上插铣加工的应用
哈尔滨电机厂有限责任公司始建于1951年是生产大、中型发电设备、大中型交直流电机及配套控制设备的重点企业。主要产品有:水轮机、水轮发电机、汽轮发电机、电站主机配套的控制设备和大中型交直流电机等几大类。与德国西门子公司、美国西屋公司、日本日立公司、法国阿尔..
机床
刀具
阅读全文
基于810M的随机换刀控制
“随机换刀”是带机械手换刀的立、卧式加工中心所必备的功能之一,它可以提高换刀速度和简化换刀动作。在一般情况下,加工中心的随机换刀大都是由CNC本身所具备的“随机刀具交换”这一附加功能进行控制的。然而这一功能在常用的普及型CNC上往往是不具备的,这时就需要机..
机床
刀具
阅读全文
巴索液体切削工具:效率的推进器
在金属加工领域中,为了提高加工效率、工件精度和表面质量,延长刀具等的使用寿命,获得最佳经济效益,正确选用金属加工液并对其进行优化管理,对于制造企业来说是十分重要的。 在制造企业的金属加工总体成本中,最主要的成本来自人工成本、机床等加工设备成本和刀具费..
切削油
机床
刀具
润滑
阅读全文
Cimatron E在数控刀具行业的解决方案分析与介绍
一、刀具的产品设计 在产品建立方面,Cimatronit支持混合造型。混合造型融合了线框造型、曲面造型和实体造型,它使得设计者可以充分利用各种造型的特点来生成可以直接用于NC环境进行NC编程的产品模型。Cimatronit领先的线框造型和曲面造型功能享有很高的声誉,它功能紧..
刀具
阅读全文
Ezset400和Ezset600刀具预调仪(对刀仪)的优势
现在,新开发的机器设备工具几乎都是CNC控制(计算机数控)的,工具在被安置入CNC(计算机数控)装置之前的测量精确度非常重要。为此,德国Freiberg(弗莱贝格)的EZset GmbH & Co. KG公司开发了Ezset400和Ezset600刀具预调仪(对刀仪)。 在这些刀具预调仪(对刀仪)中..
刀具
阅读全文
粗糙度:影响金刚石薄膜涂层刀具附着强度的重要因素
在W和WC-Co系硬质合金基体上沉积金刚石薄膜时,基体表面粗糙度对成核密度没有太大影响,但对薄膜和基体间的接触状态有较大影响。较粗糙的刀具基体表面不仅使金刚石薄膜与基体实际接触面积增大,而且可在金刚石薄膜与基体之间建立具有宏观效应的机械锁合作用,从而使金刚..
刀具
阅读全文
高速钢刀具60年华丽转身
50年代初,我国从苏联少量引进硬质合金,替代高速钢刀具在生产中应用。后来,在苏联援助下,我国建设了株洲硬质合金厂;又自力更生,用本国的技术和力量,建成了自贡硬质合金厂。经过40年的努力,中国硬质合金刀具材料的产量已居世界各国的前列,成为生产硬质合金的大国..
刀具
机械
阅读全文
09年刀具市场化危为机的有利措施
金属切削加工过程中, 真正与被加工对象产生直接作用的是刀具。我国是用刀大国,刀具市场增长潜力巨大。我国拥有的先进机床若全部使用高性能陶瓷刀具,年消耗量将达到500万片以上,以每片30元计算,价值1.5亿元。这只是机床用刀而已,我国汽车工业、航空航天工业生产等..
机床
刀具
机械
阅读全文
高速切削工具在航空中的应用
在航空零部件加工中,高速切削正在被大量应用,主要有以下几个原因: (1)为了最大限度地减重和满足其他一些要求,许多构件、壁板等采用“整体制造法”,即在大块毛坯上去除余量,形成薄壁,细筋结构的零件,需要去除大量金属材料,导致切削时间占用零件总生产时间比例..
机床
刀具
航空
阅读全文
南昌高新区:国内最早致力LED产业发展的开发区
南昌高新区是国内最早致力LED产业发展的开发区。这个园区通过10多年的努力,已有晶能光电、联创光电等LED企业及相关配套企业30多家,建立了从LED衬底硅材料生产、专用切割刀具,到外延片、芯片制造、芯片封装,再到LED显示屏、手机背光源及照明等方面应用的相对齐全的LE..
刀具
电子
阅读全文
汽车行业中滚齿进给量的选择分析
德国saacke,Fette和sazzor齿轮滚刀厂均推荐以齿轮滚刀顶刃的最大许可切屑厚度(h1max)来确定滚刀进给量。硬质合金滚刀的h1max规定 按国际标准(ISO)对硬质合金的分类:P类硬质合金滚刀h1max为0.18mm;K类硬质合金滚刀h1max为0.12~0.15mm。P类硬质合金常用牌号为P25~P40..
刀具
汽车
阅读全文
Capto工具系统的设计及特点
在车床上加工零件时,实际车削加工时间仅占全部工时的1/3,其余2/3的工时为机床的检查和准备、切削工具的交换、刀具切削刃的转位、切削工具及工件的检测以及工件交换的工时。使用原来的切削刀具时,其切削刀具交换的平均时间为8.5分钟,刀具切削刃转位的平均时间为2.5分..
加工中心
机床
刀具
机械
阅读全文
PVD工艺涂覆Al2O3涂层工艺说明及应用
用PVD工艺涂覆的Al2O3涂层具有卓越的粘结性、稳定的化学性能、在温度高达1100℃时优异的抗氧化能力、良好的抗月牙洼磨损能力和很高的韧性。这种新的涂层系统采用了混合涂层技术来实现涂层的沉积。该技术将阴极电弧蒸发与电子管磁控溅射结合在同一工艺过程中。电弧蒸发沉..
刀具
阅读全文
活塞裙部中凸变椭圆成型原理
变椭圆的加工是通过两组加工运动的复合实现的,一是刀具作高频往复直线运动,二是刀具与杠杆系统间的轴向相对运动。前者控制的是刀具的运动频率,后者控制的是刀具的运动幅度。两组运动的叠加,可以使得系统在加工过程中保持活塞裙部椭圆截面的短轴长度始终不变,其长轴..
机床
刀具
阅读全文
成形联接的数控车削构成及加工原理
在成形联接轴的车削过程中,以典型的带锥度的PK-3成形轴的加工为例,本文采用一套数控系统同时完成锥度和PK-3成形轴截面两种运动。加工时,成形联接轴表面的空间轨迹,该轨迹由工件绕主轴的回转运动(绕Z轴)、伺服刀架的往复进给运动(X轴方向)和伺服刀架的匀速走刀运动(..
车床
车刀
刀具
机械
阅读全文
海德汉将推出最新测量刀具出席EMO2009
EMO2009展会中,海德汉展出的测头系列中的新产品有:测量刀具的TT449触发式测头,与著名的TS系列工件测头一样,也用红外线传送触发信号。因此无需在机床加工区内布线。 机床制造商需要继续缩短机床电气系统的安装和调试时间,特别是高安全性机床和系统需要位置编码器通..
海德汉
加工中心
刀具
测量
阅读全文
MoS2“软”涂层刀具的研究进展、工艺及应用效果
1 引言 刀具涂层处理是提高刀具性能的重要途径之一,而涂层材料的选择是影响刀具涂层性能的关键。根据涂层材料的性质,可以将涂层刀具分为“硬”涂层刀具和“软”涂层刀具两大类。TiC、TiN、TiCN和TiAlN 等硬涂层通过高硬度和良好的耐磨性,可降低或者减轻刀具磨损,从..
刀具
润滑
机械
阅读全文
精度对当今刀具市场意味着什么?
精度对当今刀具市场意味着什么?一方面,精度的提高意味着更高的加工效率。例如,过去许多有较高精度要求的孔,在孔的精加工以前需要进行钻、扩两道工序,而现在一些高精度、高刚性的钻头一次钻出的孔就能够达到原先扩孔的精度,这就能减少一道工序,提高加工效率。同时..
钻头
孔加工
刀具
阅读全文
新型陶瓷刀具材料的优势和前景
新型陶瓷刀具材料具有其它刀具材料无法比拟优势,其发展空问非常大。通过对陶瓷刀具材料组分、制备工艺与材料设计研究,可以保持高硬度、高耐磨性红硬性基础上,极大提高刀具材料韧性抗冲击性能,制备符合现代切削技术使用要求适宜材料。可以预料,随着各种新型陶瓷刀具..
机床
刀具
阅读全文
磁性分离器在冷却润滑液处理技术中的应用与发展
在切削液使用过程中,由于混入细切屑、磨屑、砂轮末和灰尘等杂质,严重影响工件表面粗糙度,降低刀具和砂轮的使用寿命,并使机床和循环泵的磨损加快。此外,由于机床漏油,使润滑油落入水基切削液中,使乳化液产生浮油,合成液中的表面活性剂与润滑油作用而转变为乳化液..
机床
刀具
润滑
阅读全文
路面铣刨机现状及其发展趋势分析
用路面铣刨机铣削损坏的旧铺层,再铺设新面层是一种最经济的现代化养护方法,由于它工作效率高、施工工艺简单、铣削深度易于控制、操作方便灵活、机动性能好、铣削的旧料能直接回收利用等,因而广泛用于城镇市政道路和高速公路养护工程中。 路面铣刨机是沥青路面养护施..
刀具
机械
阅读全文
许多风能企业需要德国沃好特的精密粗精复合镗刀
镗刀:大于2米孔径的孔当今不再采用老式循环方式铣加工,而是采用高精度,有效的外轴式加工,德国弗兰德公司使用德国Wohlhaupter公司提供的精密粗精复合镗刀进行对风能外壳的加工。 传动系统是风能传动装置的心脏,将使转子的转动能转化为电能,根据当今的订单形式和企..
镗刀
孔加工
刀具
能源
阅读全文
MJ螺纹孔加工刀具两种改进方案分析
从2008 年1 月份以来, M J 螺纹孔出现轻微掉牙和表面粗糙度值高, 并且加工后的螺纹出现通规无法通过的情况, 刀具磨损加快, 平均加工15 ~30 件就需要换刀。针对现场情况, 最后从丝锥的设计方面提出如下两种改进方案。 (1) 方案1 对已经磨损过的丝锥, 重新修磨后..
螺纹加工
孔加工
刀具
阅读全文
使用新的涂层材料CCDia®CarbonSpeed加工石墨更加精确
当对各种各样的材料进行加工时,金刚石涂层具有无与伦比的优势:因此CemeCon新开发的涂层材料,在石墨电极制造过程中,现在可以承诺有更好的性能和抗磨损保护能力。例如,对碳纤维增强塑料加工,从金刚石涂层刀具的表面光洁度等级的稳定性中受益。 在结晶体和多层金刚石..
刀具
阅读全文
CBN刀具的研究
本文介绍了装有CBN刀片SPRT车刀。作者曾对这种刀具滚切速度、切削力、切削温度、加工质量、刀具磨损等方面进行了初步实验。结果表明,装CBN刀片SPRT车刀不仅可以用很高速度(190~250m/min)加工淬火钢(HRC50~55),而且可保持很长刀具耐用度(VB=0.01~0.02mm/h)。因而刀..
刀具
阅读全文
数控刀具的种类与选择方法
一、数控加工常用刀具的种类及特点 数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。根据刀具结构可分为:①..
刀具
阅读全文
干切削技术现状研究
干切削技术是为适应全球日益高涨的环保要求和可持续发展战略而发展起来的一项绿色切削加工技术。1995年干切削的科学意义被正式确立,1997年的国际生产工程研究会(CIRP)年会上,德国Aachen工业大学的F.Klocke教授作了“干切削”的主题报告;1999年1月在美国国家科学基金“..
刀具
阅读全文
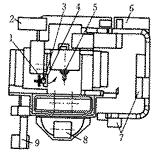
静压膨胀式刀具夹头
雄克公司于1983年推出了命名为“TENDO”的标准系列静压膨胀式(俗称液压式)刀具夹头(图1)。夹头的夹紧部分含有一薄壁油腔,通过拧紧加压螺栓,油腔内的油以极高的压力将油腔内壁均匀地向轴线方向挤压,从而起到固紧刀具的作用。油腔的几何形状、内壁厚度及油压都经过精确..
夹头
刀具
模具
阅读全文
中国刀具市场结构情况分析
我国目前年刀具销售额为145亿元,其中硬质合金刀具所占比例不足25%,不仅与国际市场刀具产品结构相去甚远,也不能满足国内制造业对硬质合金刀具日益增长的需求。国内制造业消费的刀具中,硬质合金刀具比重已达50%以上,供需结构脱节的问题已十分严重,其后果是大量过剩..
刀具
阅读全文
首页
上页
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
204
下页
未页
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
高耐大因 官方网站
高耐大因 产品一览
AI+ROBOT人工智能骨科手术机器人ROPA®获国家药监局批准上市!长木谷®赋能中国数智骨科新质生产力
直播预告 | 高性能、紧凑型立式车削中心——MT系列
议题&嘉宾公布!PME零部件清洁度控制技术创新与应用大会日程及嘉宾公布(第二版)
上海热处理行业协会 | 关于参观PME2024第二届表面精密加工博览会及同期会议的通知
主论坛 | 关于组织参加“2024PME机器人打磨、抛光、去毛刺创新与应用大会”的通知
自动化驱动生产“加速度” │ 雄克即将亮相AMB 2024
高柔性 小批量 │ 技术成熟的托盘自动化解决方案
温泽赋能ABC公司,携手确保长期稳定、卓越的产品质量
温泽 PC | Design:让设计模型焕发出独特的生命力
客户的肯定——宝武欧冶工业品A1类供应商
奎克好富顿喜获上海市市长颁发外资研发中心证书
海克斯康工业软件质量管理丨数字化培训管理构建企业高效合规培训流程
生产制造 | SMIRT助力汽车钣金冲压模具生产
线下培训 | Digimat 复合材料多尺度分析 & Adams 刚柔耦合仿真
直播预告 | 基于VTD的Lidar训练数据集构建方案分享
直播预告 | 海克斯康工业软件 Digimat应用于航空航天连续纤维材料的许用值计算和缺陷仿真预测
新品首促 | KORLOY DINE 高耐大因 8DX铣刀片促销来袭
2025宁波国际机床装备展览会邀请函
2025世界太阳能光伏暨储能产业博览会
关于青岛市第十七届职业技能大赛质检员赛项的报名通知
把握计量未来脉搏,海克斯康承办高端测量仪器国际论坛
上海市政协副主席肖贵玉调研海克斯康双智赋能中心
产教科协同创新平台落地,全面助推工业软件人才培养
2024年《财富》中国科技50强公布,海克斯康中国上榜!
东港瑞宏具身机器人亮相2024世界机器人大会
展商须知 | 报到/布撤展/车辆进馆流程及注意事项
上半年汽车流通行业面临严峻挑战,经销商盈利比例不足4成
威海宇旸:国产新一代热能去毛刺机-保障高端制造领域零件品质如初
关于组织参加“PME航空发动机及起落架零部件表面质量控制的问题与挑战”论坛的通知
关于组织召开“2024PME半导体设备关键零部件的表面质量提升挑战论坛”的通知
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 刀具
刀具