首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
招聘
|
下载
|
论坛
|
智能制造
刀具
国际金属加工网
>
刀具
>
刀具新闻
刀具新闻 第158页
刀具业曙光渐显 强化服务意识是重中之重
刀具既是人们日常生活的必需品,也是工业工程生产中必不可少的组成部分。有人认为刀具是小东西,其发展可以更多地交由企业和市场来促进。这种观点无疑忽视了中国刀具产业的发展历史,建国以后,刀具产业设置采用了苏联模式,企业只负责生产标准刀具,非标准刀具、专用刀..
刀具
阅读全文
中国需加大高效先进刀具生产力度
2005年我国消费刀具17亿美元,2006年约消费刀具近20亿美元,其中高效先进刀具大部分是从国外进口的,年进口刀具近10亿美元,高效数控机床和加工中心使用的高效先进刀具,大部分从国外进口。 从国外引进的高效生产线,如汽车行业等,所用的刀具80%~90%是从国外(含国内的..
加工中心
机床
刀具
阅读全文
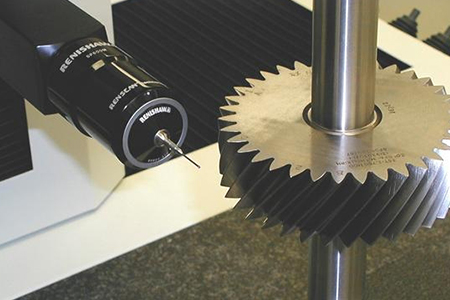
蓝帜金工开发高速可转位硬质合金重载切削滚刀
随着机械工业的飞速发展,作为传动零件的齿轮显得尤为重要。对齿轮的加工不仅要求具有精确的几何形状,而且还要有高速度、高效率。现在介绍一种蓝帜公司开发的高速、高效可转位硬质合金重载切削滚刀。 这是一种现代加工模数5以上粗切齿轮的非常经济的粗切滚刀。设计构想..
刀具
机械
阅读全文
大昭和精机:要从系统的角度来理解我们的刀柄产品
每两年一届的上海国际模具展览会是制造业一个重要的国际展览,今年的展览会盛况空前。值此之际,大昭和精机株式会社小峰毅社长也亲临了这一展会,籍此,制造业的几个相关媒体采访了小峰毅社长。小峰毅社长就大昭和公司的企业经营理念和产品研发状况及对中国市场的认识等..
刀柄
刀具
汽车
机械
阅读全文
山高刀具的全新孔加工理念
山高刀具公司推出了一种包括钻削、铰削和镗削在内的完整的孔加工理念。依靠山高在这三方面的高质量刀具和技术诀窍,该理念可满足0.3~2155mm的孔加工需求。 多年来,山高一直在挑战孔加工应用技术,并寻求能更好地满足客户需求的方法。不论是需要长且可预测的刀具寿命的..
山高刀具
铰销
钻床
孔加工
刀具
阅读全文
刀具重磨技术挑战加工成本
市场上销售的诸多刀具在磨损之后,往往都是采用传统的工具磨床进行重磨,对操作者掌握的技能水平依赖性较大,由于操作者个人技能的差异,刀具重磨过程中出现的许多问题往往难以解决。 特别是那些带有一定角度的刀具,由于操作者个人技能的差异,刀具重磨过程中出现的许..
加工中心
磨床
刀具
阅读全文
锋从何出?中国刀具行业发展问策
目前,机床行业已经迅速进入了数字化制造技术和装备为特点的新发展时期,传统的标准化工具已不能满足其需要,刀具行业因此而进入了“高精度、高效率、高可靠性和专用化”的现代刀具生产新格局。具体在新型刀具材料、耐磨涂层、刀具结构和数字化制造技术等方面的开发,都..
铣刀
机床
刀具
阅读全文
稳定性最大且换刀迅速的山高Capto
通过一个刚性好的多边形连接,模块化的山高Capto刀具系统保证了一个用于在不同的机床上具有相同应用范围的稳定接口。除了传统的车刀杆,山高Capto的范围已经有了很大的扩充,现在可以提供车削、铣削和钻削的刀具。 •山高Capto C5规格的Sd503和Sd506 PerfoMax钻头,直径..
山高刀具
钻头
车床
铣床
钻床
车刀
铣刀
孔加工
机床
刀具
阅读全文
百年IZAR刀具
IZAR-Herramientas de Amorebieta S.A.L,是西班牙刀具制造商中的领先企业。IZAR从成立驭今已有100多年的历史,成功的应对了时代的改变.最近的几年中IzAR 改变J ’经竹的理念,从以生产为主转为为客户提供完善服务,以及最佳品质的产品。这个转变可以从IZAR最新的产品目录..
刀具
阅读全文
益诠工业自行研发ECLN与ETJN外径车刀架系列荣获2008台湾精品奖
研发生产各式样舍弃式专业刀架工具专业制造厂益诠(E CHAIN),其自行研发的ECLN外径车刀架系列与ETJN外径车刀架系列,经评审会评定,获颁2008年「台湾精品」之殊荣。 益诠一直以来采取低成本、中售价、高质量之策略,营销触角遍布印度、中国大陆、东南亚、欧洲、中南美..
车刀
刀具
阅读全文
住研隆重推出“全新”概念模具加工解决方案-龙腾I号
住研公司乘International Die & Mould China 2008之机,隆重推出08版“全新概念”模具加工解决方案——“龙腾1号”,全力支持中国制造业腾飞。该方案明确提出了“第三代CNC加工技术”的新概念,从全新的视角阐明了这一代技术所需关注的主流问题和解决标准,能够有助于中..
刀具
模具
阅读全文
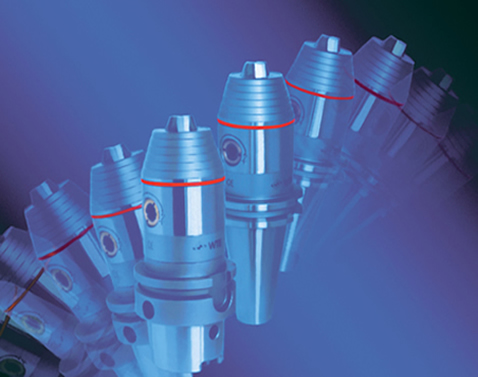
德国WTE高精度钻夹头、液压刀柄和热缩刀柄
德国 WTE 公司,是德国专业生产高精度钻夹头以及液压刀柄和热缩刀柄的专业化工厂。仅从钻夹头来讲, WTE 的钻夹头刀柄精度是目前世界上最高的。同时 WTE 能够提供小进给的钻夹头刀柄,这是其他公司所不能比拟的。 作为德国三家液压刀柄生产公司之一的 WTE 公司的刀柄精..
夹头
液压刀柄
刀柄
刀具
阅读全文
英国RIGIBORE专业镗头及非标镗刀
英国 RIGIBORE 刀具公司,是一家专业生产镗头及非标镗刀的公司。非标镗刀交货期一般在 3 到 4 个月,漫长的交货期势必对客户的生产造成困扰。而 RIGIBORE 公司的一大特色就是非标镗刀标准化生产。这样产品的交货期缩短为 3 — 4 周,这样的交货期是世界上任何一家公司所..
镗刀
孔加工
刀具
阅读全文
美国MENLOGO整体合金立铣刀、钻头、绞刀、旋转挫
美国 MENLOGO 的产品主要侧重于生产整体合金立铣刀、钻头、绞刀、旋转挫。其主要应用领域是金属加工不锈钢、高温合金、钛合金、铝合金、铝等。在加工航空材料方面极具优势。 MENLO 公司新推出的 M90 ,一款大进给铣刀。性能好,价格也适中,更加符合中国客户“物美价廉..
立铣刀
钻头
铣刀
孔加工
刀具
阅读全文
要从系统的角度来理解我们的刀柄产品
——访大昭和精机株式会社小峰毅社长 每两年一届的上海国际模具展览会是制造业一个重要的国际展览,今年的展览会盛况空前。值此之际,大昭和精机株式会社小峰毅社长也亲临了这一展会,籍此,制造业的几个相关媒体采访了小峰毅社长。小峰毅社长就大昭和公司的企业经营理..
刀柄
刀具
阅读全文
刀具增长潜力非常看好
近几年,先进制造业列为我国重点优先领域,高档数控机床与基础制造技术被列入16个重大专项之一,各种政策、措施也着实让人对数控机床产业的发展充满了希望。然而,建设制造强国,不仅需要数控机床,同样需要先进的刀具,机械加工过程中,真正与被加工对象产生直接作用的..
机床
刀具
汽车
航空
阅读全文
三菱材料工具上市凭借新涂层提高使用寿命的高速钢滚刀
三菱材料工具上市了齿轮干加工专用的高速钢“DP涂层滚刀”。通过采用新开发的“DP涂层”,提高了耐热性和耐磨损性。提高了高速干加工的效率,同时还延长了滚刀的使用寿命。 新涂层的皮膜硬度为3300HV,氧化起始温度为1250℃。与原来的(铝、钛)N涂层相比,耐热性和耐磨损性更..
刀具
阅读全文
新型平面铣刀有效提高生产效率
目前,国内常见的铸铁平面铣刀大致分为两大类,即:密齿铣刀和常齿铣刀。常齿铣刀具有正轴向前角和正径向前角,可用于铸铁和钢件等材料的加工,通常被用于加工中心或普通铣床等设备上。常齿铣刀本身的应用范围广,灵活性好,切削力轻快,所需的机床功率小,加工表面质量..
面铣刀
卧式加工中心
加工中心
铣刀
刀具
阅读全文
AGATHON公司开发新式可转位刀片磨床
为了提高可转位刀片精度,磨制特殊形状刀片,实现无人操作和降低生产成本,AGATHON公司开发了最新式的磨床。它利用C轴大回转角(-90°~+100°)和砂轮的左右两侧面在一道工序实现复杂形状刀片周边和负倒棱的磨削加工。 能装4套装料夹具,能实现不同形状刀片的无人准备操..
磨床
刀具
阅读全文
KOMET集团在全球刀具市场加速扩张
作为全球领先的精密金属切削刀具制造商,KOMET集团最近在德国Besigheim新建的生产大楼落成,标志着该集团近年来在切削刀具市场的快速发展。随着PCD涂层市场的大规模扩张以及新的刀具表面及切削刃处理技术的进一步发展,KOMET集团对先进刀具涂层技术和设备以及培训中心的投..
刀具
阅读全文
刀片企业热处理专用液氨分解制氢炉
一.氨分解制氢流程简述: 利用液氨为原料,氨经裂解后,每公斤液氨裂解可制得2.64Nm 3 混合气体,其中含75%的氢气和25%的氮气。所得的气体含杂质较少(杂质中含水汽约2克/立方米,残余氨约1000ppm), 再通过分子筛(美国UOP)吸附纯化器,气体的露点可降至-60 0 C以下,残余氨可降..
刀具
阅读全文
山高刀具推出刀片镀层新技术
山高刀具公司在加工领域内对材料的不断探索产生了一种新型刀片镀层技术duratomic,它远远超越市场上现有的材质牌号。运用这种新技术镀层的第一个材质牌号是TP2500车削牌号。 目前山高正在提供duratomic铣削牌号,并推出了新的MP2500牌号。由于它极佳的韧性和很高的耐磨和..
山高刀具
刀具
阅读全文
瑞士MBM高精度模块化镗刀
当今,现代化自动加工技术的发展需要性能更为卓越的切削工具。MBM模块化刀具通过不断加强产品研发,并在实际生产中反馈验证,与使用者和复杂的生产设备建立密切的联系,并建立完善的全程质量保证体系,以确保其全球一流的高精度和充分值得信赖的品质。 凡是国际标准30、40、5..
镗刀
孔加工
刀具
阅读全文
简述单晶金刚石刀具刃磨特点的研究(下)
2.2金刚石刀具的定向方法 目前,晶体定向主要有三种方法:人工目测晶体定向、激光晶体定向和X射线晶体定向。 (1)人工目测晶体定向 该方法是根据天然晶体外部几何形状、表面生长、腐蚀特征及各晶面之间的几何角度关系,凭借操作者长期的工作经验,通过观察和试验所做的粗略晶..
刀具
阅读全文
简述单晶金刚石刀具刃磨特点的研究(上)
在超精密加工中,保证加工表面质量的主要因素除了高精度的机床、超稳定的加工环境外,高质量的刀具也是很重要的一个方面。天然金刚石具有硬度高、耐磨性好、强度高、导热性好、与有色金属摩擦系数低、抗黏结性好以及优良的抗腐蚀性和化学稳定性,可以刃磨出极其锋利的刀刃,..
刀具
阅读全文
如何更好地推广使用CBN刀(磨)具
CBN材料无论制作刀具或制作磨具,应用于高速切削或磨削,都可收到提高产品质量、提高加工效率、缩短加工周期和降低加工成本等显著效果。因此,在加工中,大力推广CBN刀(磨)具是提高制造技术的有力措施。但若普遍推广使用,尚有许多问题。 为了在生产中更好地推广使用CBN..
刀具
阅读全文
浅析国产刀具高速发展需面对的难题
超硬刀具在硬车削加工中的应用分析 金属切削机床行业发展势头良好 朝阳产业前景看好 硬质合金刀具业面临新竞争 刀具模具行业的电子商务热潮即将来临 刀具市场的发展前景分析 我国刀具材料的资源得天独厚。2003年我国生产高速钢6万吨,硬质合金1.25万吨,都占到世界总量..
车床
车刀
刀具
模具
阅读全文
山高的全新孔加工理念
山高刀具公司推出了一种包括钻削、铰削和镗削在内的完整的孔加工理念。依靠山高在这三方面的高质量刀具和技术诀窍,该理念可满足0.3~2155mm的孔加工需求。 多年来,山高一直在挑战孔加工应用技术,并寻求能更好地满足客户需求的方法。不论是需要长且可预测的刀具寿命的..
山高刀具
铰销
钻床
孔加工
刀具
阅读全文
与国际刀具相比 我们的差距在哪
据专家分析,我国的差距是阶段性的。主要表现在,制造业仍以低端制造业为主,产品附加值不高,仅为26.23%。作为出口大国的我国,出口物品主要是劳动密集型产品,技术含量低。与此同时,我国制造业的能耗却高出国际发达水平20%到30%。 进入新世纪以来,随着发达国家的制..
机床
刀具
阅读全文
铰削试验研究和铰刀优化应用
由于我国经济的高速增长,工业用电量持续上升, 因此电站成套设备制造行业生产任务大幅增加,使得原有的一些机械加工方法无法满足生产的需要,其中铰孔加工尤为突出。铰孔加工以往使用高速钢铰刀,加工时间长,刀具消耗量大,生产效率低,采用硬质合金铰刀是有效的解决..
铰销
孔加工
刀具
阅读全文
KOMET集团在全球刀具市场加速扩张
作为全球领先的精密金属切削刀具制造商,KOMET集团最近在德国Besigheim新建的生产大楼落成,标志着该集团近年来在切削刀具市场的快速发展。随着PCD涂层市场的大规模扩张以及新的刀具表面及切削刃处理技术的进一步发展,KOMET集团对先进刀具涂层技术和设备以及培训中心的..
刀具
阅读全文
浅析国产刀具高速发展需面对的难题
超硬刀具在硬车削加工中的应用分析 金属切削机床行业发展势头良好 朝阳产业前景看好 硬质合金刀具业面临新竞争 刀具模具行业的电子商务热潮即将来临 刀具市场的发展前景分析 我国刀具材料的资源得天独厚。2003年我国生产高速钢6万吨,硬质合金1.25万吨,都占到世界总量的4..
刀具
阅读全文
刀具市场的发展前景分析
为了适应制造技术所面临的产品日益多样化、更高的生产效率和环保的要求,相继出现了高速切削、干式切削等新的加工技术。高速切削技术使加工过程中的切削时间显著减少,这是采用了新的刀具材料和涂层所取得的效果。 提高生产率另一种办法就是尽可能减少辅助时间。首先,把复..
刀具
阅读全文
国内与国际刀具相比的差距
我国的差距是阶段性的。主要表现在,制造业仍以低端制造业为主,产品附加值不高,仅为26.23%。作为出口大国的我国,出口物品主要是劳动密集型产品,技术含量低。与此同时,我国制造业的能耗却高出国际发达水平20%到30%。 相关内容导读: 超硬刀具在硬车削加工中的应用分析 金属..
刀具
阅读全文
三菱材料工具上市凭借新涂层提高使用寿命的高速钢滚刀
图:凭借新涂层提高了耐热性及耐磨损性的“DP涂层滚刀” 三菱材料工具(总部:东京)上市了齿轮干加工专用的高速钢“DP涂层滚刀”。通过采用新开发的“DP涂层”,提高了耐热性和耐磨损性。提高了高速干加工的效率,同时还延长了滚刀的使用寿命。 新涂层的皮膜硬度为3300..
刀具
阅读全文
现阶段数控机床应用的一些思考
先进制造技术高速发展的今天,数控技术的应用仍然存在很多问题。作者对这些问题提出了很有见地的想法。 自动化加工在现代机械加工中起着重要的作用,数控机床加工的高速度、高精度也越来越受到机械行业的青睐,在对数控设备的使用过程中,我们对数控机床应用的认识也在..
机床
刀具
机械
阅读全文
中国国产刀具企业高速发展需面对的难题
中国的刀具企业和先进的跨国刀具企业相比,从资金、技术、装备和管理水平等方面都存在很大的差距,似乎找不到什么优势。但是我认为,至少有两大优势是中国刀具工业发展的宝贵条件。那就是:自然资源和人力资源。可惜这两种资源都没有被很好利用和把握,丧失了很多发展机..
刀具
阅读全文
实现差异化发展成为磨削技术发展出路
磨削技术专家第五次齐聚Fellbach,这次年会的主题依然是:全球化及其影响。 超过100名专家参加了在Fellbach举行的磨削技术年会,在两天时间里一共提交了19篇论文。今年的第五次年 会由Carl Hanser出版公司承办,主题是《全球化趋势中的磨削技术》。提交的论文范围很广,..
机床
刀具
测量
阅读全文
高速钢刀具材料的合理使用
高速钢的牌号很多,且各自具有特点及应用范围。用它作刀具材料,应根据加工材料的性能,制造刀具的类型,加工方式和工艺系统刚性等条件合理选用。其选用原则如下: 通用型高速钢价格较低,主要用于加工普通钢,合金钢和铸件。高性能高速钢主要用于加工不锈钢,高强度钢..
铣刀
螺纹加工
刀具
阅读全文
肯纳KennametalHertel公司推出整体自动平衡系统
随着高速切削加工的不断普及,刀具的平衡越来越成为一个关键的问题,它关系到加工的效率、运行的安全性和的寿命。 现在常用的刀具平衡方法有:从结构设计上避免不平衡;用钻(铣)的方法在刀柄上去重;附加一个配重;设置径向可调的平衡螺钉;还有通过转动一对可调的平衡..
肯纳金属
刀柄
机床
刀具
阅读全文
首页
上页
153
154
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
下页
未页
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
高耐大因 官方网站
高耐大因 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
金万众 Wisdom 官方网站
金万众 Wisdom 产品一览
深圳国际粉末冶金展览会
第六届 CMM 电子制造自动化&资源展
冲床编程技术专场 |通快 TruTops Boost编程软件,boost您的生产效率
通快 折弯样件评比活动 | 高手过招
拿到手就上手 | TruArc Weld 1000全面加入CMT冷金属过渡焊接工艺
API Radian激光跟踪仪在大型减速机箱体检测领域的应用
2022年机床盛会—第十六届中国国际机床工具展览会(CIMES 2022)@北京
2022年第40届无锡太湖机床展火爆招商中~铁王数控重磅加盟!
2021工业X.0智慧嘉联盟
绿制造 · 机器人助力工业迈向零碳峰会
欧特克|待到春暖花开时,我们再相聚~DMG 峰会延期通知
AutoCAD 2022 掌握引出序号规则,高效应对百变需求
欧特克 CAD 用户软件性能优化技巧分享
欧特克技术优势助力物流行业企业实现差异化竞争
欧特克直播|探索制造业数字化旅程
芯片被卡脖子,其实国产工业软件更难!
蔡司研发生产基地落户苏州工业园区
免费课程 | 蔡司电镜培训班开班,释放您和设备潜能
电池模组无损检测全新方案-ZEISS VoluMax 9 titan
全球交付问题拖累德国机械制造业增长
埃克森美孚与国能集团达成战略合作
产品升级 |雄克 高性能通用机械手JGP-P
客户案例 |雄克为Lambda Health康复机器人提供高精度传感器
PolyWorks | Inspector实用技巧 | 测量局部平面度以进行更全面的分析
第十四届中国(江西)自动化暨机床博览会
2022第十四届(江西)激光设备暨机器人博览会
马扎克混合复合加工中心|摩擦搅拌焊在半导体与电动汽车行业中的应用
中国工业电机进出口市场现状及发展趋势分析 2021年贸易顺差将恢复增长趋势
2022南通机床、激光切焊设备及智能工厂展
达诺巴特集团『招聘启事』本季开放职位
达诺巴特集团 CIEME 国际制博会现场报道
Copyright © 1997-2021
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 刀具
刀具